Hot search: 3KW electromag
Aluminum forgi
1T one belt tw
15KW electroma


Motor end ring intermediate frequency brazing equipment
![]()
1, an intermediate frequency induction brazing Technical Requirements
1. Welding workpiece:
1.1 rotor end ring and guide bar.
1.2 Material: copper T2 , brass H62 , carbon steel, stainless steel 1Cr13 ,
1.3 solder: HL205 , HL204 , HL303 .
1.4 rotor end ring outer diameter size range is φ396mm-φ1262mm , thickness 22mm-80mm ,
1.5 rotor weight: less than 10 tons ( with shaft)
2. Frequency induction brazing (machine) Technical Requirements
2 .1. The machine can be placed up to one rotor with a diameter of 1262 mm or less. The shaft is up to 4.5 meters long and weighs less than 10 tons.
2.2 with a rotor shaft can be welded, the welding may be no axis.
2.2 easy machine operation, can be replaced with different diameters sensors.
2 .4. The workpiece end ring ф 800mm should be welded as a whole, ф 800mm or more should be fan-shaped welding.
2.5 workpiece rotatably in the machine, the sensor height can be adjusted.
2. 5. The workpiece is easy to load and unload, safe and reliable.
3 soldering temperature measurement and control systems:
3.1. Infrared temperature measurement system shall control system for contactless measurement of the workpiece and adjust the output power by adjusting the IF power frequency power supply control system, in order to reach a temperature in the workpieces to be welded to a constant value, the welding The temperature control accuracy of the workpiece should be about ±2% .
4 . cooling system
3 .1. The area of the welding equipment should not be too large
3.2. Cooling water-cooled to provide a cooling water circulation system and the water-cooled machine matches.
Process :
Overall welding method:
For motors with diameters less than 800 , integral welding is used. The heating method adopts the lower heating mode, the inductor is located at the lower part of the end ring to be heated, and the end ring is stationary when heated, and the specific process is: locating the end ring of the motor to be welded from the preparation process to the sensor of the brazing machine tool, lifting the rotor to then soldering machine bed (or advance the rotor end rings and preassembled), the gap end ring and rotor bars to achieve the requirements of the welding gap. Start adding solder and flux , solder and flux , and then start soldering according to heating and insulation requirements. After the welding is finished , the rotor is suspended , and then the other end is welded by the same process.
Segment welding method:
For motors with diameters greater than 800 , segmented welding is used. The heating method adopts the lower heating mode, the inductor is located at the lower part of the end ring to be heated, and the end ring is stationary when heated, and the specific process is: locating the end ring of the motor to be welded from the preparation process to the sensor of the brazing machine tool, lifting the rotor to then soldering machine bed (or advance the rotor end rings and preassembled), the gap end ring and rotor bars to achieve the requirements of the welding gap. Start adding solder and flux , solder and flux , and then start soldering according to heating and insulation requirements. After the welding is finished , the machine rotates the workpiece to the next welding position and then heats the welding again. This is repeated until the entire end ring is welded. After the welding is completed, the rotor is suspended , and then the other end is welded by the same process.
Equipment technical characteristics
The whole set of equipment consists of IGBT intermediate frequency power supply, capacitor cabinet, transformer, heating sensor, special brazing machine, automatic control system (including temperature control PLC , man-machine interface operation screen), infrared thermometer, control console, pure water cooling device. (wind - water cooling type) composition. Its characteristics are as follows:
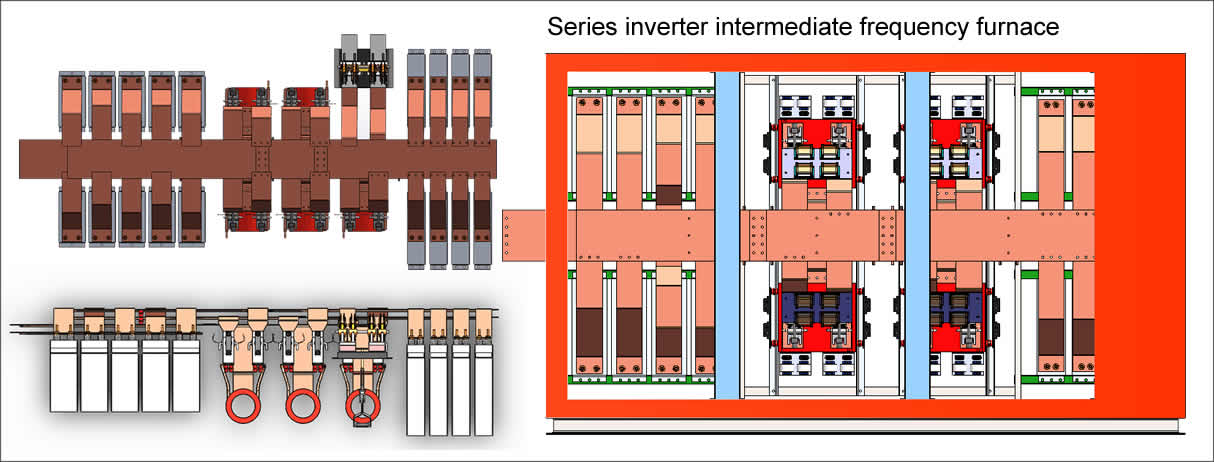
1 , IGBT intermediate frequency power supply
Our company uses the IGBT type intermediate frequency power supply with advanced level in the international system for the actual production needs of your factory . Its main features are as follows (see the drawing for the main circuit):

2.3 , heating sensor:
The gap between the inductor and the end ring has a great influence on the efficiency of the device, and is generally not more than 5 mm . Therefore, each type of end ring must be equipped with a sensor. The inductor is designed to be circular (segmented to a local prototyping), and the magnetic path is acted upon above the inductor by a high frequency magnetizer. A mica board is mounted above the inductor, and the outside is wrapped with a glass ribbon to provide insulation and heat insulation. When heating, the outer mat of a layer of mica board can directly heat the end ring on the inductor (the matching pad is provided in the part without welding).

The sensor is connected by water and electricity. When the sensor is replaced, the water and electricity can be replaced by simply removing the connecting bolt, and no water circuit needs to be replaced.
3 , end ring brazing machine
End ring brazing machine tool Our company designed two forms for users to choose:
One form is rotatable. When the rotor of the motor is installed, the shaft of the motor can contact the lower tip first, and then the tip and the end ring are smoothly placed on the welding inductor through the falling of the tip to prevent the induction of the rotor of the motor. Impact of the device. And in the segment welding, the rotor of the motor can be rotated by the lower tip.
The other form is a simple structure in which the workpiece (end ring and bar) is placed directly on the inductor for welding by a crane. In the case of segment welding, the welding portion of the motor rotor is rotated by a crane.
The two machines are described in detail below:
3. 1. Rotary brazing machine
3.1.1 , the scope of use of machine tools
The machine tool is suitable for the welding of the end ring of the rotor end ring with the outer diameter of the rotor ring of φ396mm-φ1262mm , the thickness of 22mm-80mm , the length of the shaft of 4.5m and the weight of less than 10 tons .
3 .1 .2 machine structure features
The machine tool mainly consists of a frame, a workpiece support frame, a worm gear pair rotation mechanism, a hydraulic top cylinder and a hydraulic station, and a three-position movable transformer bracket. When hoisting the rotor of the motor during welding, the shaft of the motor can first contact the lower tip, and then the tip and the end ring are smoothly placed on the welding inductor by the falling of the tip to prevent the impact on the inductor when the rotor of the motor is mounted.
In the whole welding, after the welding is completed, the welded motor rotor is hoisted off and the other end is welded.
In the segment welding, after the welding is completed, the rotor of the motor is rotated by the lower tip rising and the worm wheel rotating mechanism.
The alignment between the inductor and the end ring can be conveniently achieved by adjusting the transformer holder that can be moved three positions.
The sensor tray is used to support the sensor. Since the sensor has a magnetizer and does not heat the tray, the tray is made of a metal material.
The bracket is designed according to the diameter and shaft length of the largest motor.
The lower top is designed to be interchangeable. When welding different motor end rings, just replace the top.
A hard connection is made between the inductor and the transformer, so that the inductor is also adjusted when the transformer is adjusted.
To prevent the inclination of the rotor when the motor rotor is rotated from the top, there are four design help workpiece carrier. It is only necessary to adjust the relative position to adapt to the rotor of different diameters of the motor.
3. 2 Machine tools without rotating ascending mechanism
This machine structure is shown in the figure above. The working principle is the same as that described in 3.1 except that the hydraulic ascent and worm gear rotating mechanism and the workpiece support are not included . When the motor rotor is loaded and unloaded and the segment welding is rotated in the middle, it is carried out by a crane.
4 , temperature automatic control system
4.1 Temperature automatic control system consists of infrared thermometer, temperature regulator and console.
4.2 Automatic control system with manual / automatic switch. When the manual is applied, the heating power can be adjusted manually. When you are in the automatic position, you only need to input the heating temperature and heating temperature and holding time curve through the regulator. After the equipment is started, the welding process will be completed automatically.
4.3 Temperature automatic control system has a temperature closed-loop function, the heating temperature will be strictly in accordance with the set temperature, and will never produce overheating and under-temperature conditions.
4.4 The heating temperature is displayed on the regulator and can be observed at any time.
4.5 temperature automatic control system as shown in the figure below
5 pure water cooling device (wind - water cooling type)
The unit is equipped with a wind - water cooled pure water cooling unit to cool it. The unit is filled with purified water and connected to the area where the equipment needs to be cooled by means of pumps and pipes. When the water circulates, the heat of the hot part is taken away, and the heat is discharged through the radiator and the fan.
The device is air-cooled, and the user does not need to provide the cooling pool and cooling tower device, which reduces the workload and floor space.
According to the power consumption of 350KW , choose a FL-500 type feng shui cooler to cool the whole equipment.
6 , equipment quotation
Quotation unit: RMB: 10,000 yuan
Serial number | name Weigh type number | Quantity | unit price | Total price |
1 | IGBT intermediate frequency power supply 350 KW , 10K Hz (including capacitor cabinet) | 1 set | 22.6 | 22.6 |
2 | Special motor end ring brazing machine DH 1262 ( upliftable type) | 1 set | 18.9 | 19.3 |
3 | IF transformer PR- 1500 / 10 | 1 set | 2.8 | 2.8 |
4 | Motor end ring brazing special sensor | 20 sets | 1.2 | twenty four |
5 | Replaceable top | 20 | 0.3 | 6 |
6 | Fengshui cooling system FL- 50 0 | 1 set | 7.8 | 7.8 |
7 | Console | 1 set | 0.8 | 0.8 |
8 | FP-21 temperature regulator | 1 set | 0.6 | 0.6 |
9 | Infrared thermometer TXMT | 1 set | 2.9 | 2.9 |
10 | Total: pick up Lu Wanyuan Yuan ( 868,000 yuan) | |||
PREV:No More Articles.
Copyright© 2007-2013 NO.6 Electric Mall All Rights Reserved