Hot search: 3KW electromag
Aluminum forgi
1T one belt tw
15KW electroma


SDR cast iron stove is suitable for the end of iron, scrap iron and scrap metal melting, refining, refining, melting iron, cast iron stove, cast iron in molten iron-specific induction furnace
1 、 Medium frequency cast iron furnace price : SDR - 200 KW 0.25T , 25 0 KW 0.3T , 400 KW 0.5T , 500 KW 0.75T , 800 KW 1T , 100 0KW 1T , 1600 KW 2T , 2000 KW 3T
Intermediate frequency furnace Quotation list | ||||||||
No. | Model | Rated Capacity | Rated Power | Rated Frequency | Reducer Furnace 2 furnace body (Aluminum shell) | Reducer Furnace 1 furnace body (Aluminum shell) | Hydraulic Furnace 2 furnace body (Steel shell) | Hydraulic Furnace 1 furnace body (Steel shell) |
T | KW | KHz | ||||||
1 | GW-0.15T-160KW/1S | 0.15 | 160 | 1 | $8,000 | $6,500 | ||
2 | GW-0.25T-160KW/1S | 0.15 | 250 | 1 | $9,000 | $7,150 | ||
3 | GW-0.25T-250KW/1S | 0.25 | 250 | 1 | $10,000 | $7,800 | ||
4 | GW-0.35T-300KW/1S | 0.35 | 300 | 1 | $11,500 | $9,000 | ||
5 | GW-0.5T-400KW/1S | 0.5 | 400 | 1 | $14,000 | $11,000 | $24,000 | $18,000 |
6 | GW-0.75T-500KW/1S | 0.75 | 500 | 1 | $17,000 | $13,500 | $33,000 | $22,500 |
7 | GW-1T-700KW/1S | 1 | 700 | 1 | $21,000 | $16,500 | $35,000 | $25,000 |
8 | GW-1.5T-800KW/1S | 1.5 | 800 | 1 | $26,000 | $21,000 | $40,000 | $27,000 |
9 | GW-2T-1200KW/0.5S | 2 | 1200 | 0.5 | $32,000 | $26,500 | $52,000 | $36,000 |
10 | GW-3T-1800KW/0.5S | 3 | 1800 | 0.5 | $40,000 | $34,000 | $65,000 | $48,000 |
11 | GW-4T-2500KW/0.5S | 4 | 2500 | 0.5 | $84,000 | $58,000 | ||
12 | GW-5T-3000KW/0.5S | 5 | 3000 | 0.5 | $95,000 | $68,000 | ||
13 | GW-10T-5000KW/0.3S | 10 | 5000 | 0.3 | $180,000 | $138,000 | ||
Second, the characteristics of cast iron furnace heating :
A, quick heating: fast heating speed and heating rate control can be automatically adjusted.
B, wide use: can heat a variety of metals.
C, the effect is good: work The piece itself heats up, heats evenly, and heats up quickly, reducing the degree of deformation of the oxide layer and the workpiece on the surface of the workpiece.
D, high efficiency: The device has an automatic setting function. After the heating program is set, the machine automatically adjusts, the operation is simple, and the efficiency is improved.
E, small footprint: The equipment is small in size and light in weight, occupying less than half a cubic meter of space, which is easy to handle and move.
F, easy to operate: CNC type design, installation, operation is very simple, you can learn in 5 minutes.
G, good environmental protection: no noise, pollution and open flame, improve the working environment, and meet environmental protection and energy saving requirements.
J, power consumption: thermal efficiency of more than 96% , so compared to other methods (such as coal, natural gas, resistance bands, electric furnaces, electronic tubes, etc.) are energy-saving, and some energy savings of up to 80% .
three, Cast iron furnace performance characteristics
1. Zero voltage scanning soft start mode, which can be started or stopped at any time under any state, without impact on the power supply;
2 , rapid melting ( single furnace melting time can be < 30 minutes ) , low production cost ( ton of electricity consumption < 550 degrees ) ; low pollution, in line with environmental requirements;
3 , can be directly melted from the cold furnace, the solution can be completely emptied, the replacement of the melt material is convenient;
4 , power adjustment is flexible and convenient, can be continuously and smoothly adjusted; uniform temperature and easy control, less oxidation loss, uniform metal composition;
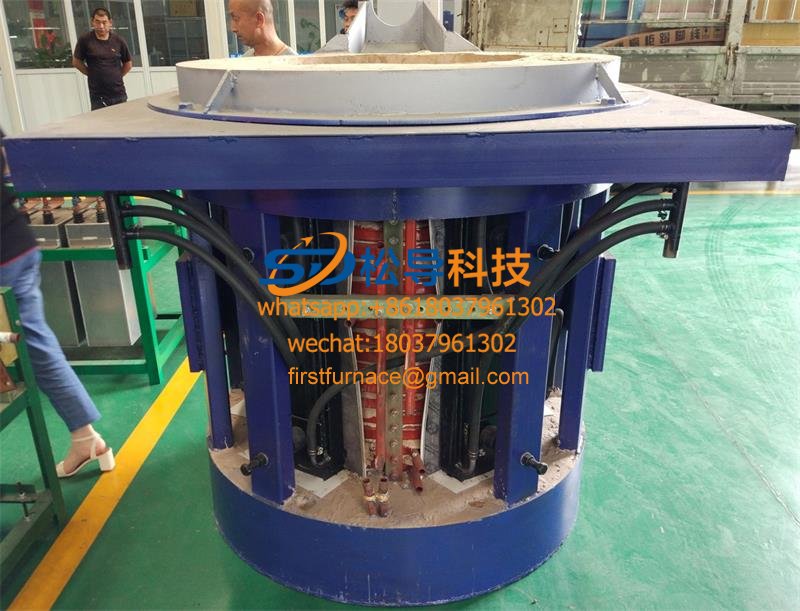
5 , the furnace shell is made of cast aluminum alloy or steel structure, the floor space is small; the furnace body is easy to turn over and tilt, and the manual, electric and hydraulic tilting furnace can be selected.
4 , the principle of automatic remote control of cast iron furnace
Also includes PLC programmable controller, HMI human machine interface or industrial control computer system and industrial control configuration software and various sensors. It can realize automatic operation such as automatic constant temperature, automatic oven and anti-wearing furnace alarm, which is safer and more convenient to use!
1, automatic thermostat function: boiler water temperature can be pre-set range of values required, a button to start the automatic thermostat object; terms compared to the traditional manual control temperature, automatically will save time and temperature function is more sensitive and more accurate, boiler water The temperature is easier to control, the oxidation loss is less, and the quality of the metal component is evenly cast;
2 , automatic oven function: oven is a relatively complex and long-term curve heating process, to extend the service life of the intermediate frequency furnace furnace, reduce production costs, the correct furnace oven process is essential. The company's innovative automatic oven function can pre-set the time and temperature required for different oven stages according to the oven temperature requirements of different furnace lining refractories; one-button start according to the preset time and temperature of PLC Automatic matching does not control the size of the intermediate frequency power, control the heating rate, prevent cracks in the lining, and achieve the purpose of automatic curve oven. That is to avoid manual misuse and reduce the labor time and intensity of workers.
3 , anti-wearing furnace alarm function: the working principle of the anti-wearing furnace alarm device is: after the furnace usage time reaches a certain level, the furnace wall will gradually become thinner, the intermediate frequency current will change according to the change of the furnace wall, and the current change is reached. After the preset value, an alarm will be given in advance, and then the power will be automatically cut off, and the furnace can be pre-aware to achieve safe production.
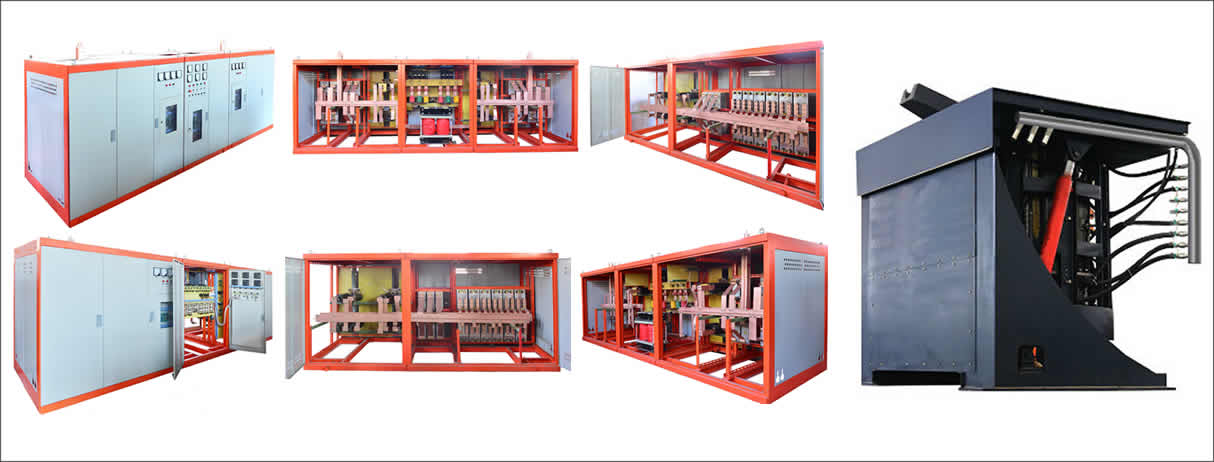
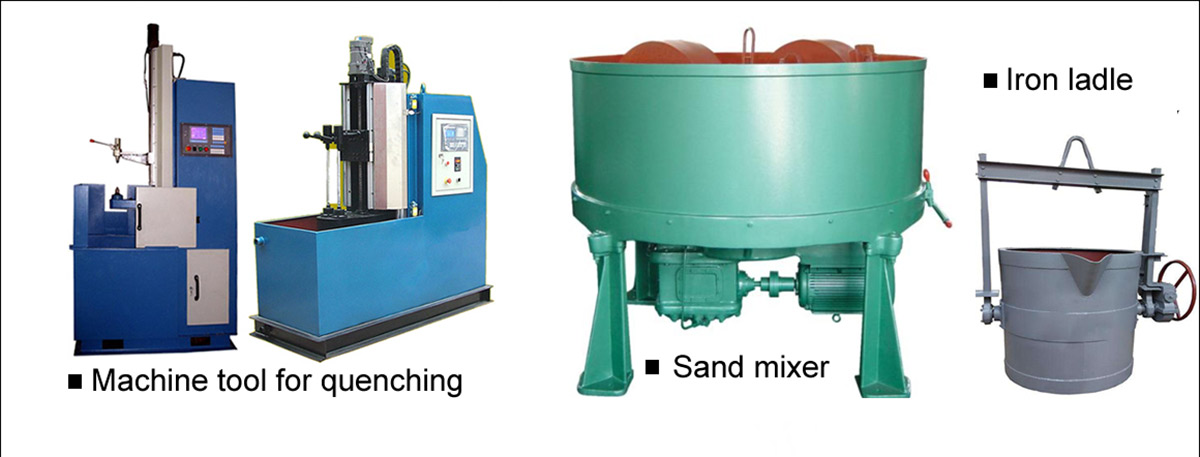
5. Cast iron furnace equipment configuration: cast iron furnace , capacitor cabinet, tilting furnace control box, furnace body (steel or aluminum shell), reducer and bracket (or hydraulic station), water cooling cable, etc.; above are standard product data, can Design non-standard products with different power and different melting speed according to user needs;
Six, the comparison of ordinary KGPS parallel cast iron furnace and KGCL series cast iron furnace
1. Ordinary KGPS thyristor parallel cast iron furnace
The advantage is: it has been the most widely used in the past few decades, the price is low, easy to repair, and the accessories are cheap.
The disadvantage is: high energy consumption, electricity consumption per ton of steel is about 750 degrees or more. The power is adjusted by adjusting the DC voltage, the power factor is low ( ≤0.90 ), there is harmonic interference, and the operation of the reactive power compensation capacitor of the substation has different degrees of influence.
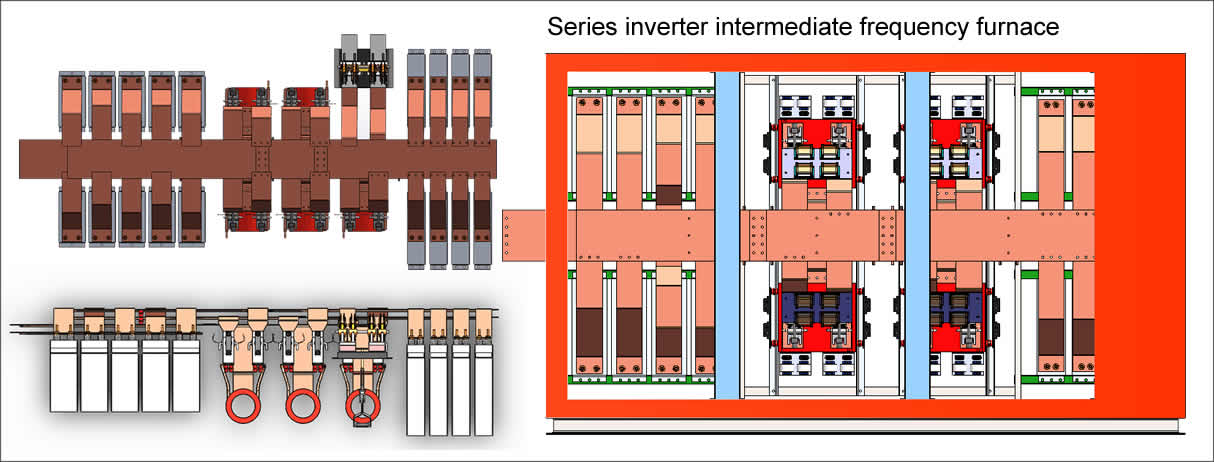
2 , KGCL thyristor series cast iron furnace
The advantages of KGCL thyristor series cast iron furnace are full-wave rectified power supply. The rectification is always in the fully open state (equivalent to diode rectification) during the whole working process; the power factor of the equipment is always at the highest state ( ≧0.96 ). No high-order harmonics are generated, no pollution to the power grid, and no impact on the operation of the reactive power compensation capacitor of the substation. It is about 10% more energy efficient than ordinary thyristor parallel cast iron furnace .
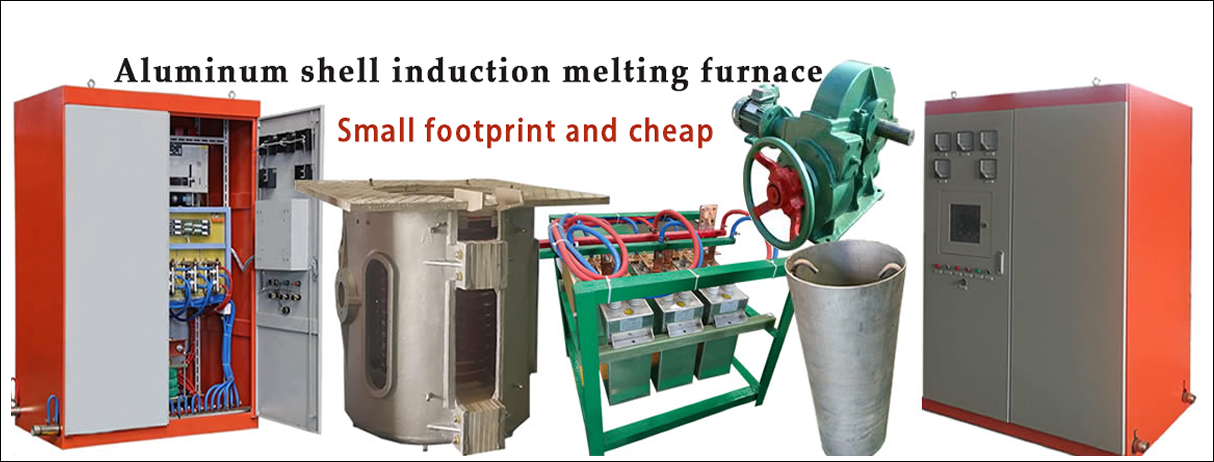
Seven, the choice of aluminum shell cast iron furnace and steel shell cast iron furnace
Aluminum cast iron stove body inexpensive, easy to maintain, easy to observe. The disadvantage is that the efficiency is low and the electromagnetic radiation is unshielded.
1. The steel shell body is sturdy and durable, beautiful and elegant, especially the large-capacity furnace body, which requires a strong rigid structure. From the safety point of the tilting furnace, try to use the steel shell furnace.
2 , using steel structure welding, there is a leak-proof furnace alarm device, the inductor is surrounded by a yoke, covering an area of more than 65% . Because the magnetic leakage is small, the efficiency is high, and the energy consumption of the aluminum shell furnace is nearly 5 %.
3 , the existence of the furnace cover reduces the loss of heat, but also improves the safety of the equipment.
4 , long service life, aluminum oxidation at high temperatures is more serious, resulting in metal toughness fatigue. At the foundry enterprise site, it is often seen that the aluminum shell furnace shell used for one year or so is broken, and the steel shell furnace has much less leakage current, and the service life of the equipment greatly exceeds that of the aluminum shell furnace.
5 , safety performance steel shell furnace is much better than aluminum shell furnace, aluminum shell furnace in the smelting due to high temperature, heavy pressure, aluminum shell is easy to deform, poor safety. The steel shell furnace uses a hydraulic tilting furnace and is safe and reliable.
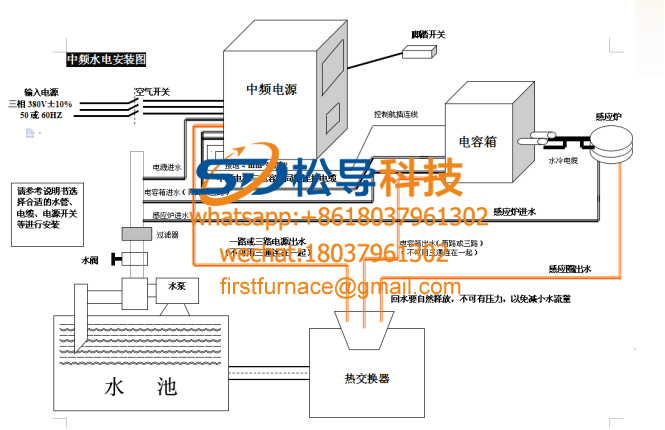
Eight, the choice of cooling method for cast iron furnace equipment
1 , closed cooling method ( recommended )
Light weight, small footprint any mobile place;..... Directly without digging pools also need to install a cooling tower pumps pipes, etc., that is, avoiding large and complex construction also saves water cooling plant sites
Fully enclosed soft water circulation cooling, to prevent pipeline blockage caused by debris; avoid scaling of electrical components, can greatly reduce the failure rate of intermediate frequency furnace, extend the service life of equipment; automatic digital display temperature control, energy saving and environmental protection, easy installation and operation Simple maintenance;
2 , pool + water pump + cooling tower The water in the pool is pressurized into the equipment through the pump, and the effluent flows back to the pool for recycling. The cooling tower emits heat in the water, and the cooling tower cools the circulating water with strong wind, which can effectively increase the heat dissipation and reduce the user's pool;
3 , pool + water pump The water in the pool is pressurized into the equipment through the water pump, and the water flows back to the pond for recycling. Naturally emits heat through flowing water;
Different power and use the device, the required cooling water is not the same; our technicians will provide you with the data to match the size of the pool or cooling tower capacity needed equipment.
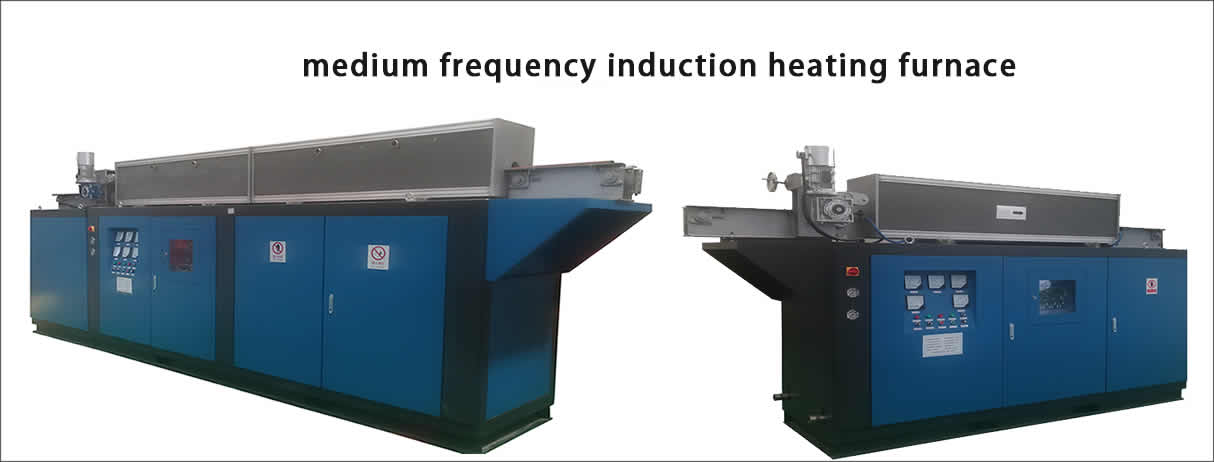
Nine, medium frequency induction furnace iron temperature control principle : As long as the mechanical properties and pouring temperature can be met, the temperature of the molten iron should be reduced as much as possible to ensure the life of the refractory, but usually, the melting temperature of the molten iron should not be lower than 1500 .
Cast iron furnace feeding principle: When the cold furnace is opened, the coreless furnace should first add a large piece of metal material with a similar inner diameter as the furnace block, then add the charge with low melting point and less elemental burning, and then add other charge (alloy Most of the materials are in the final furnace). In the state in which pig iron is used as the main melting mode, the feeding sequence is usually: pig iron → scrap iron → back charge → alloy. If a synthetic cast iron smelting process is used, the order of addition is generally: carbonizing agent → scrap iron → returning material → alloy. In the feeding process, the metal should be kept as dense as possible to fill the entire furnace cavity to ensure the maximum utilization of thermal efficiency and improve the melting efficiency, but care must be taken to prevent the material.
Medium frequency induction furnace melting molten iron power transmission principle : first low voltage power supply to preheat the charge. Then increase the power supply, generally can be sent to 80% ~ 90% of the full power , while adding the charge while melting, the furnace should be added before the iron material is completely melted, until the temperature of the molten iron meets the requirements, and then the power slag is discharged. In this way, the temperature of the molten iron can be controlled and adjusted more accurately, and the molten iron in the furnace can also be emptied.
PREV:Induction iron melting furnace
NEXT:No More Articles.
Copyright© 2007-2013 NO.6 Electric Mall All Rights Reserved