Hot search: 3KW electromag
Aluminum forgi
1T one belt tw
15KW electroma


 Medium frequency quenching furnace
Medium frequency quenching furnace Shaft quenching machine
Shaft quenching machine Camshaft quenching machine
Camshaft quenching machine CNC quenching machine
CNC quenching machine ball head pin high frequency induction quenching furnace
ball head pin high frequency induction quenching furnace vertical shaft type high frequency quenching machine
vertical shaft type high frequency quenching machine vertical CNC induction hardening machine
vertical CNC induction hardening machine Piston rod quenching furnace
Piston rod quenching furnace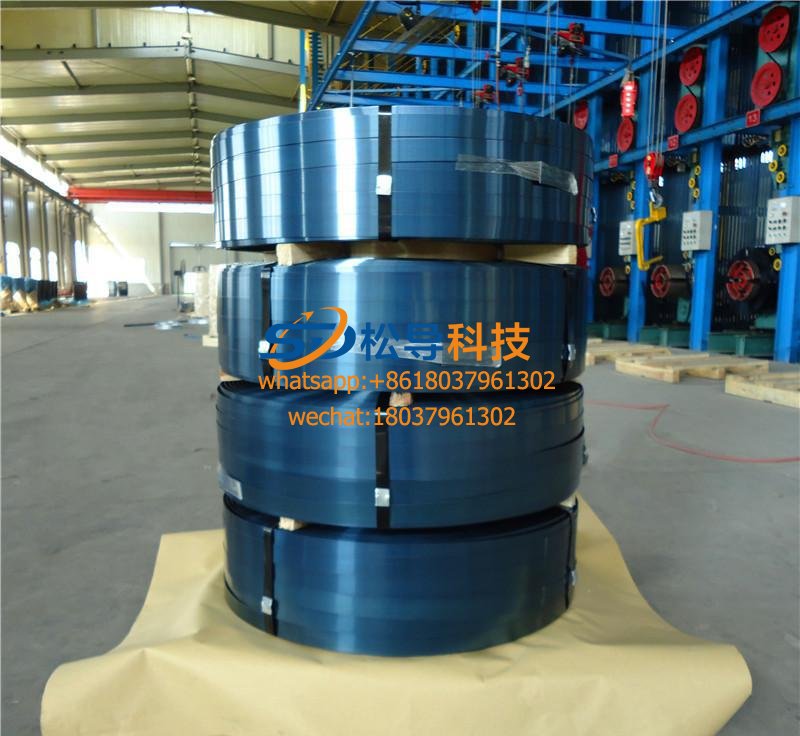 Steel belt heating to blue induction heating equipment
Steel belt heating to blue induction heating equipment induction hardening machine tool
induction hardening machine tool gear quenching machine
gear quenching machine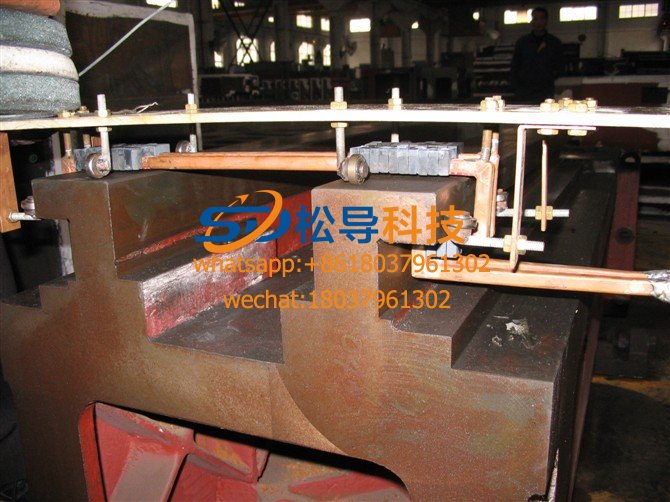 Rail Quenching Machine Toolhalf shaft induction hardening machine
Rail Quenching Machine Toolhalf shaft induction hardening machineOverview: The camshaft is a component of the piston engine. Its role is to control the opening and closing of the valve. The purpose of quenching the camshaft is to transform the supercooled austenite into martensite or bainite, obtain martensite or bainite structure, and then mix with tempering at different temperatures to greatly improve the strength, hardness and resistance of the steel. Grindability, fatigue strength and toughness to meet the different requirements of various mechanical parts and tools.
Whether the camshaft is s -shaped or peach-shaped, the semi-axle induction hardening machine can quench the camshaft. According to the hardness layer and hardness requirements of the quenching of the camshaft, the manufacturer can design the best quenching scheme, which can be equipped for your company. The most suitable machine tool.
The performance characteristics of the camshaft quenching machine / half-axis induction hardening machine :
1. This machine adopts PC industrial digital control system with advanced performance, convenient debugging and use, and can meet the quenching needs of complex workpieces to the greatest extent.
2 , the machine can achieve quenching mode: continuous scanning quenching, simultaneous quenching, segmental continuous scanning quenching (segmentation degree setting, no need to switch, the same below), segmentation and simultaneous quenching.
3. Typical workpieces applicable to this machine tool (within the corresponding size range) Shafts: various shafts, stepped shafts, gear shafts, camshafts, half shafts, outer circumferences and end faces of disc-shaped parts.
4. The machine tool electrical control system reserves the quenching heating and cooling water control interface. The quenching process and the cooling process can be controlled according to the process requirements.
5 , low operating costs. The workpiece running drive motor only needs 250W , and the whole machine consumes less than one-fifth of the mechanical equipment.
6 , the use of profile structure fuselage, low cost, light weight, economical and practical.
7. Easy to use and maintain, low failure rate and no leakage.
8. High degree of automation and high production efficiency.
9. The guide rail adopts linear bearing with high precision, small friction and long service life.
10 , the weight device balances the weight through the sprocket and chain.
Half shaft induction heat treatment process
The engine power is transmitted to the wheels through the transmission through the transmission and the rear axle, so that the wheels are subjected to torsion and impact. The early half shaft was tempered. Most of the half shafts are now using induction hardening. The continuity of the semi-axial flange and the hardened layer of the rod, and the ratio of the depth to the diameter of the hardened layer of the rod are the key to improving the fatigue strength of the half shaft.
Semi-axis induction hardening generally has two methods: scanning quenching and primary heating. The scanning quenching method is suitable for mass production of various varieties; the one-time heating method is generally applicable to mass production on a special machine. Comparison of productivity, quenching quality, energy saving effect and production cost. The primary heating method is superior to the scanning quenching method, but requires a high-power power supply, a large-flow water pump, and the structure of the special inductor is also complicated, so the investment cost is large, and it is only suitable for large-scale online production.
1. Semi-axis scanning quenching method generally adopts vertical general quenching machine or special quenching machine. The structure of the semi-axis sensor is to first heat the flange surface to the quenching temperature, and then scan and quench the rod portion and the spline portion.
2 , semi-axis primary heating quenching method, is to heat the quenching area of the whole half shaft once, is an advanced process. The utility model adopts two rectangular effective rings with a magnetizer to heat the rod portion and the spline portion. The effective ring of the flange portion is semi-annular, and the side of the shaft end is not able to obtain a suitable hardening pattern because the circumference of the half ring is too short. Whenever the current collector is attached.
Axle primary heating method using power source frequency used 4-8kHz, the heating power according to the size of the area of side 400kw more often. Due to the extremely large primary cooling area, a large-capacity water pump is required, a polymer aqueous solution is used, and a quenching machine with a calibration roller is used for heating, calibrating, quenching and self-tempering. Domestic automobile manufacturers have successfully applied this process to production, achieving several times higher productivity, greatly improved bending fatigue strength, and energy saving effects.
PREV:No More Articles.
Copyright© 2007-2013 NO.6 Electric Mall All Rights Reserved