Hot search: 3KW electromag
Aluminum forgi
1T one belt tw
15KW electroma


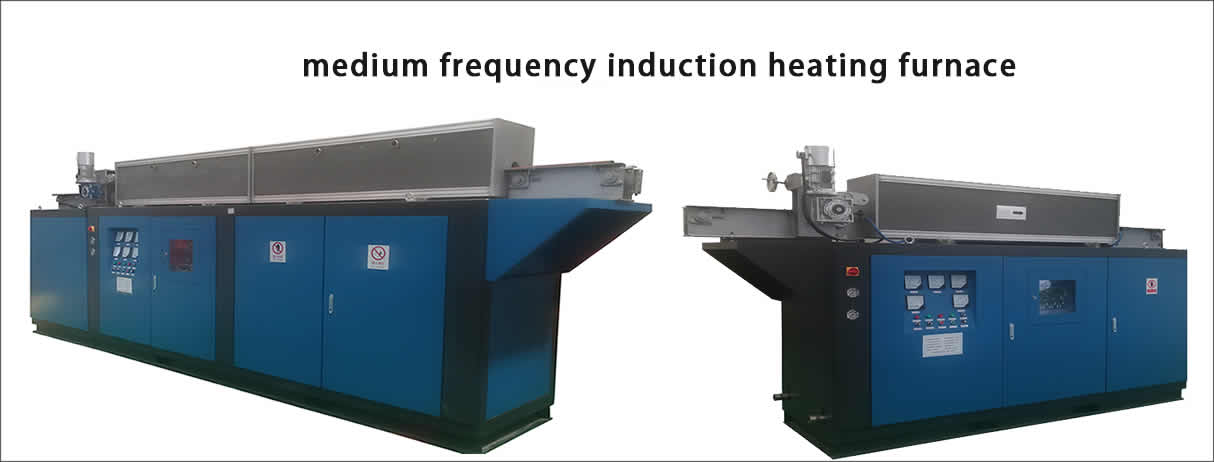
 Induction heater for billet heating
Induction heater for billet heating Hot rolled billet induction heating equipment
Hot rolled billet induction heating equipment Inline induction billet heater
Inline induction billet heater Continuous billet heating furnace
Continuous billet heating furnace Continuous casting and rolling billet warming and heating pro
Continuous casting and rolling billet warming and heating pro Continuous casting billet induction heating furnace
Continuous casting billet induction heating furnace  Steel billet rolling equipment
Steel billet rolling equipment Billet online heating equipment
Billet online heating equipment billet online heating and heating electric furnace
billet online heating and heating electric furnace Billet online heating and heating furnace
Billet online heating and heating furnace Steel billet reheating equipment
Steel billet reheating equipment Steel billet warming and temperature compensation equipment
Steel billet warming and temperature compensation equipment Steel billet hot rolling production line
Steel billet hot rolling production line Steel billet heat treatment furnace
Steel billet heat treatment furnace Steel billet continuous casting and rolling heating furnace
Steel billet continuous casting and rolling heating furnace Billet continuous casting and rolling
Billet continuous casting and rolling Steel billet heating equipment
Steel billet heating equipment Billet induction reheating
Billet induction reheating Billet induction heating equipment
Billet induction heating equipment  Billet induction heating furnace
Billet induction heating furnaceEquipment name: billet induction heating
Non-standard customization: yes
Billet size: width 50mm × 50mm or more, length 0.5 meters or more
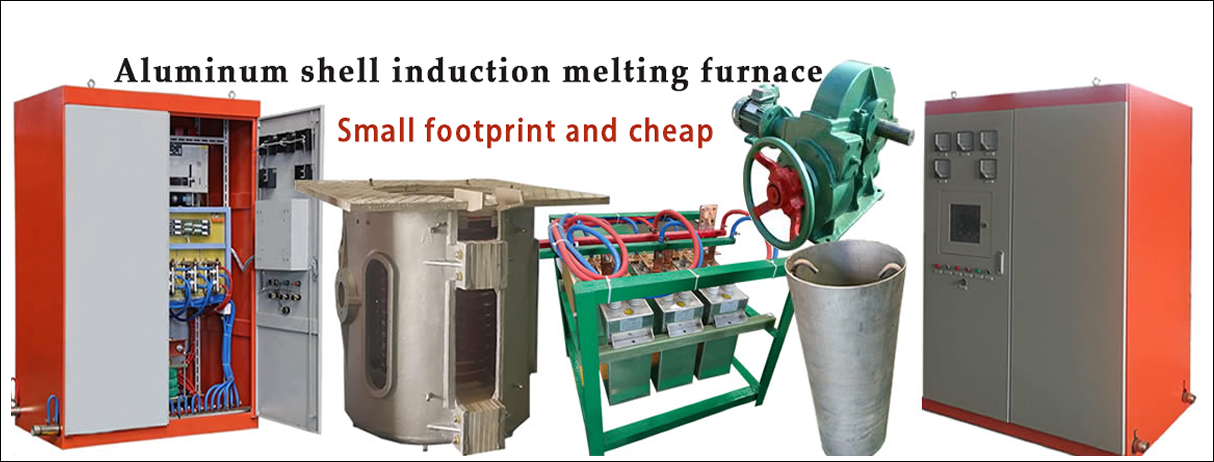
Sophisticated slab induction heating, leading technology! Smart series resonant induction heating power control, billet heating equipment, energy saving of 10% -30%, customized interface, highly user-friendly instructions may be provided for different countries and regions corresponding The language switching, squarebillet heating furnace is simple to operate.
Billet induction heating uses PLC to control its characteristics:
● Provide remote operation console with touch screen or industrial computer system according to user requirements.
● Specially customized human-machine interface, highly humanized operation instructions, one person can operate the whole set of equipment, saving labor and expenses.
● All-digital, high-depth adjustable parameters, as long as the input steel type, size, equipment automatically call the relevant parameters, no manual recording, review, input. High-precision history curve function. U-disk or backup network may be, data can be permanently stored.
● Strict grade management system, square billet induction heating furnace with a key reduction system. (If there is a problem with the adjustment, or if you want the device to return to its original state, you can restore the original data with the push of a button)
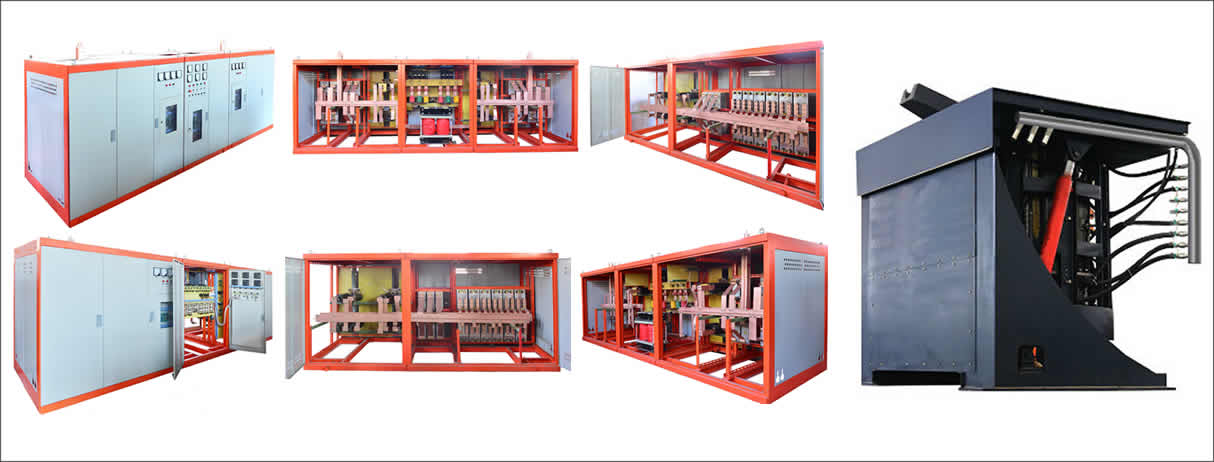
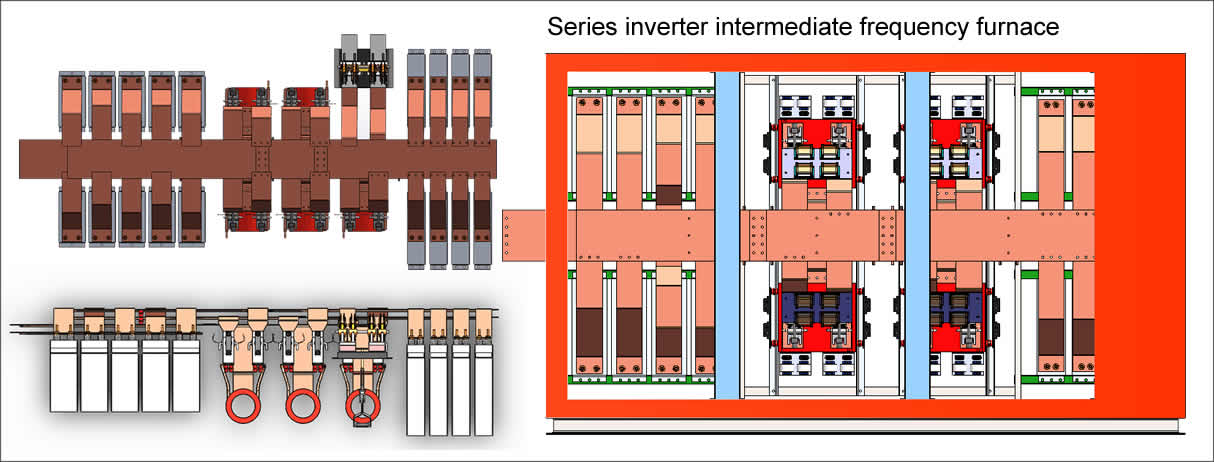
The billet induction heating uses the intermediate frequency series resonant power supply to control its characteristics:
● Parallel resonance design, phase shifting and power adjustment, the equipment is mature and stable; it has more advantages in the high power range above 3000KW .
● DSP control, the speed capture lock phase starts, meets frequent start and stop, and has high success rate.
● Variable frequency variable load adaptation, frequency adaptation range 200-10000Hz, induction furnace replacement automatic matching, no manual adjustment is required.
● T2 copper copper row in the cabinet , sandblasted and passivated; low leakage and anti-oxidation, effectively reducing line loss.
● Full touch screen control, pure digital setting, complete process record and strict hierarchical authority. The main parameters can be restored to the factory settings with one key.
● Power single unit power 50-6000KW , frequency 200-10000Hz.
The billet induction heating induction heating coil is a contour design. The copper tube is wrapped with T2 oxygen-free copper. The wall thickness of the copper tube is ≥2.5mm. The insulation material of the furnace body is made of imported materials from the United States. It has high strength, high temperature resistance and long service life. The steel billet secondary heating equipment is packed in a 5mm copper plate with the inlet and outlet ends , which greatly reduces the magnetic leakage and prolongs the service life. The frame structure of the furnace body is made of non-magnetic stainless steel or aluminum alloy to reduce the influence of magnetic flux leakage and heat on other devices. Square steel billet induction heating equipment is equipped with one water-cooled idler roller between each two furnaces. Each roller is equipped with a variable frequency speed regulating motor to ensure stable and uniform operation of the billet.
The billet is driven by the motor and the idler at a constant speed in the induction heater. The billet is heated uniformly, the heat loss is less, and the heating efficiency is high. The discharge port is equipped with the American Leitai thermometer to display the billet heating temperature in real time and keep the workpiece. Uniformity. The slab heating furnace is automatically higher than the general equipment, which is convenient for operation and has a high degree of online intelligence for other equipment. The billet is heated by induction heating , and the billet after heat treatment has no cracks, no over-burning, no straightening machine for straightening, tensile strength and toughness, all of which can meet customer needs.
Billet induction heating conditions and user-owned parts:
1 . The user provides the high-voltage side power supply of the transformer, the electrical connection line of the transformer to the low-voltage distribution cabinet and the power supply cabinet, and the console enters the line.
2 . Altitude: ≤ 2000m; Relative humidity: ≤ 90%
3 . Equipment cooling: The total flow of the whole set of equipment is greater than or equal to 200 cubic meters per hour. Pressure ≥ 0.3MPa
4 . No conductive dust and corrosive gases.
Billet induction heating parameter summary table
Billet size | Billet length | Heating temperature | Production capacity |
60 × 60mm | 3m-4m | 1150 | 25T/H |
75 × 75mm | 3m-4m | 1150 | 25T/H |
100 × 100mm | 2m | 1150 | 7T/H |
120 × 120mm | 1150 | 30T/H | |
120 × 120mm | 11.5-12.5m | 1150 | 90T/H |
125 × 125mm | 6m | 1150 | 8T/H |
125 × 125mm | 2m | 1150 | 7T/H |
130 × 130mm | 6m | 1150 | 50T/H |
135 × 135mm | 6m | 1150 | 100T/H |
150 × 150mm | 11.5-12.5m | 1150 | 70T/H |
What is the use of billet induction heating ?
Billet induction heating is used for induction heating of billets, billets, round billets, etc. Such equipment generally has other processes behind it, such as heating steel billets and rolling them into steel bars and wire rods.
Billet induction heating price
Industrially used for billet induction heating can be divided into cold billet heating furnace and billet, continuous casting and online reheating furnace according to different customer processes. The power of different equipment is different, and the workpieces to be heated by each customer are different. Therefore, the price of the equipment is not the same. When purchasing billet induction heating , you should first locate your own needs and find a larger, professional manufacturer.
How is billet induction heating precisely controlled?
Adopt two-point temperature measurement. In order to ensure the precise control of the temperature of the billet and the continuous casting billet during the heating process, an infrared thermometer is generally arranged at the inlet and the outlet. In addition, in order to make up for the time difference between the temperature measurement of the thermometer and improve the control sensitivity, a hot body detection device is installed at the inlet and the outlet of each group of furnaces, so that the heating furnace can be more sensitive and reliable in maintaining low power and high power switching without material and materials. .
How to choose billet induction heating ?
The traditional steel rolling process is that the steel slabs obtained by steelmaking are cooled by stacking, transported to a rolling mill, and then heated by a heating furnace to be rolled into steel. This process has two drawbacks. First, the billet is pulled out from the steelmaking continuous casting machine and has a temperature of 700-900 ° C on the cold bed . The latent heat of the billet is not effectively utilized. Second, after the slab is heated by the heating furnace, the surface loss of the slab is about 1.5% due to oxidation loss . The steel-making workshop energy-saving and emission reduction technology transformation project implements continuous casting and rolling for the above problems, but the second point defect is still used in the regenerative heating furnace . In order to fully save energy, it is more suitable to use the slab induction heating to carry out on-line heating and uniform temperature heating of the continuous casting slab.
The role of billet induction heating ?
The billet warming and heating furnace is a continuous casting billet (small billet, slab, round billet, rectangular billet) which is heated by the heating furnace before entering the rolling mill to realize continuous casting and rolling production. The heating capacity of the whole billet is heated to 1100 ° C , and the temperature uniformity is passed through the induction heating furnace to ensure that the temperature uniformity of the billet is better than the natural state before heating.
Copyright© 2007-2013 NO.6 Electric Mall All Rights Reserved