Hot search: 3KW electromag
Aluminum forgi
1T one belt tw
15KW electroma

Energy-saving, fast-melting, low-cost access to high-quality molten iron is the purpose of induction furnace melting. So how do you choose an induction melting furnace?
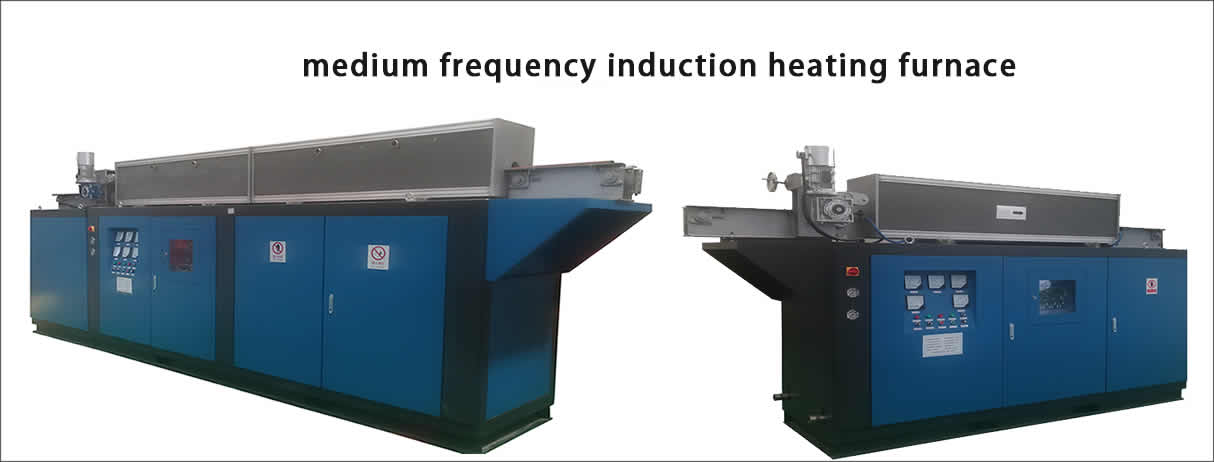
Medium frequency induction furnace The furnace with 0.1~60t has an intermediate frequency of 2500~150Hz , and the furnace has a low frequency . Compared with the power frequency induction furnace, the medium frequency induction furnace does not need to break the block, has good adaptability to the charge, moderate electromagnetic stirring force, high power density, high rated voltage (see attached table), fast melting and low power consumption.
Comparison of power density and rated voltage determined by a company
project | Medium frequency induction furnace | Power frequency induction furnace | ||||
Capacity / t | 1 | 2 | 5 | 1 | 2 | 5 |
Power density / kw.t | 800 | 750 | 600 | 360 | ~300 | 260 |
Rated voltage / v | 1400/2500 | 1400/2500 | 2300/2500 | 500 | ~800 | 1000 |
Compared with the core induction furnace, the coreless induction furnace can be cold-started, the type of molten iron can be easily changed, the temperature is raised quickly, the productivity is high, and the furnace is well opened to repair the furnace.
For power frequency cored induction furnaces, they are used as holding furnaces or casting furnaces only in duplex melting.
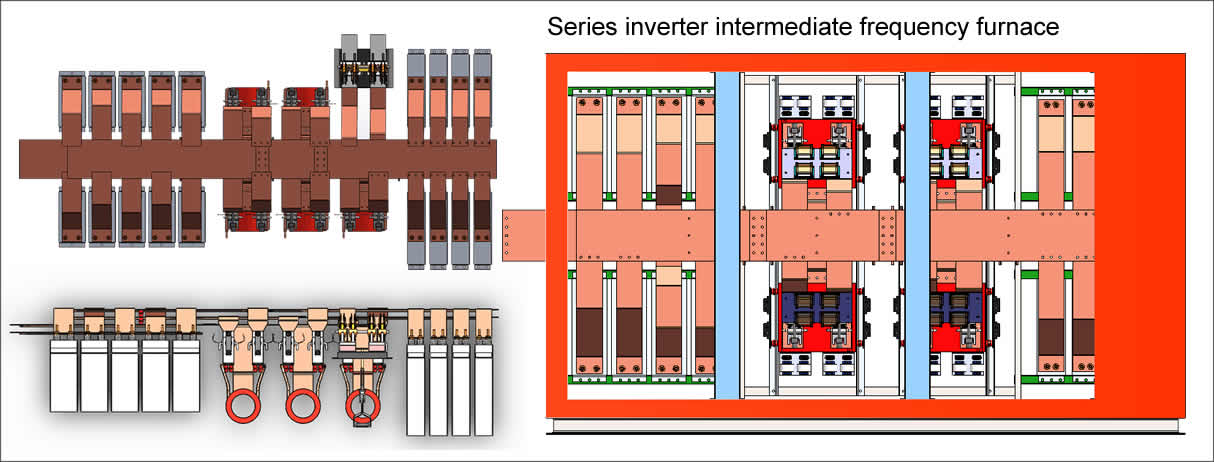
( 2 ) IGBT half-bridge series inverter IF power supply and traditional thyristor full-bridge parallel inverter IF power supply, IGBT half-bridge series inverter IF power supply has good load adaptability, automatic frequency conversion in the smelting process to adapt to the change of charge parameters, constant Power operation, maximum power supply, full power sharing, anti-interference, low harmonic content, power factor > 0.95 , many advantages. It is the only choice for dual (multi) power supply furnaces, with a power utilization rate of nearly 100 %.
The vast majority of developed countries use tandem equipment, although the price is more expensive than parallel equipment, but the cost performance is much higher than parallel equipment.
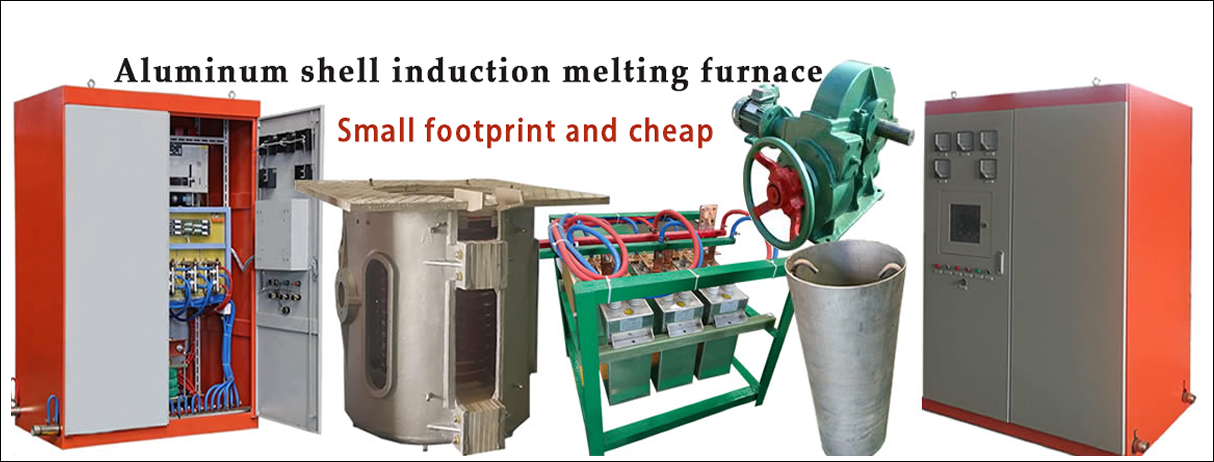
( 3 ) yoke steel shell The National Development and Reform Commission issued a document in 2011 , stipulating that the electric furnace of 0.25t or more during the “Twelfth Five-Year Plan” period should eliminate the non-magnetic yoke aluminum shell furnace. The aluminum shell furnace has poor stability, short life, energy consumption and high noise. The Ministry of Industry and Information Technology also stipulates that the aluminum alloy furnace should not be used in the "Entry Requirements for Foundry Industry".
( 4 ) Furnace capacity The furnace capacity should be determined according to the annual output of the casting, the maximum casting weight of the daily shift, and the power supply characteristics. It must be pointed out that from the perspective of saving electricity consumption, it is better to choose a larger capacity. According to estimates, the power consumption of the 5t furnace is reduced by 3 % to 4 % compared to the 2t furnace .
Series power and dual power supply are two major advances in induction furnaces for nearly two decades. Currently, advanced electric furnace manufacturer's movements focused on the following three aspects: ① to further improve the output voltage. 2 Further improve the reliability and safety of components and systems. 3 Real-time monitoring of the user's electric furnace, and remote guidance according to the failures in production.
2. How to achieve fast-melting energy saving in medium frequency melting furnace?
( 1 ) Increasing the power density , the power density is large, the electric efficiency is high, the melting is fast, and the thermal efficiency is high. The size of the power density depends on the total power and the quality of the basic components. Domestic electric furnace plants can be roughly divided into three levels : A , B , and C , where C is the level of difference. If we take the A and B levels, the power density of the 0.25t and 0.5t furnaces is 1000/kW • t ; the power density of the 1t and 2t furnaces is 750~800/kW • t , and thedifference between A and B is 50 kW • t The power density of 5t furnace is 600~700/kW • t , the difference between A and B is 100 kW • t ; the furnace below 10t , the domestic A level is equivalent to the level of well-known foreign companies. But the stove above 20t will have a gap. Taking a 20t furnace as an example, the domestic A level is mostly 450~500/kW • t , and the well-known foreign companies are 600/kW • t .
( 2 ) When talking about power density, always consider the total power and furnace capacity. In addition to the quality of the basic components, the induction coil can not be ignored, because the power is large, the electromagnetic field of the induction coil is large, and the possibility of deformation is large. Therefore, some foreign companies have proposed that in order to protect the induction coil, the melting time of each furnace should not be lower than 40~45min . Because the smelting time is short, it means that the power is inevitably large.
( 3 ) The use of oxygen-free and phosphorus-free copper coils, copper bars and water-cooled cables is better than oxygen-free and phosphorus-free copper, because its electrical resistance is smaller than that of pure copper.
( 4 ) Have a furnace cover and minimize the opening . Compared with open operation, the liquid surface heat loss power can be reduced by 50 % ~ 60 %.
( 5 ) Mechanized feeding : It is reasonable to connect the material reservoir with the melting platform. In addition to the electromagnetic matching iron scale, the conditional factory is best to use the feeding machine.
( 6 ) equipped with intelligent thermal analyzer in front of the furnace The intelligent thermal analyzer in front of the furnace can timely report the chemical composition and solidification information of the molten iron, and prompt additional operations such as adding small materials.
( 7 ) accurate ingredients Master the chemical composition of the charge, make accurate ingredients, and avoid unnecessary adjustments caused by excessive chemical composition, thus prolonging the melting time.
( 8 ) using clean materials In order to achieve the net feed into the furnace, it is forbidden to put rust and mud with sand into the furnace. Otherwise, it not only affects the quality of the molten iron, but also increases the heat consumption of the slag and prolongs the melting time. The heat absorbed by the slag is 7 to 10 times that of the same weight of iron .
( 9 ) The furnace should be operated diligently Items and utensils are all available, diligent operation, minimizing loading, melting, sampling and testing time, and improving power utilization.
( 10 ) Control the endpoint temperature Avoid excessive temperature at the end point, otherwise it will not only consume more energy, but also increase the cooling time. The static cooling in the furnace is very slow, and the 3t furnace will not exceed 3 °C per minute without covering .
( 11 ) Iron liquid should be emptied It is not advisable to leave liquid for feeding, otherwise the inductive electric heating cannot be fully utilized, which affects the melting efficiency. Relevant information shows that 15 % of molten iron is required, and electricity consumption per ton of molten iron is 8~12kW • h .
( 12 ) Operating system Try to take continuous smelting.
( 13 ) Correct selection of lining materials Correctly select the lining materials and accessories, carefully build the furnace, and carefully sintering. Problems found in production should be repaired in time to extend the age of the furnace.
After adopting the above various measures, the advanced indicators can reach: ton of molten iron power consumption 540~580kW • h ; under continuous smelting conditions, the cold material is discharged to 1500 °C, and the melting time per ton of molten iron is 40~54min.. In some iron foundries, the electricity consumption per ton of molten iron is 750kW • h , which is 200kW • h higher than the above indicators . If the electricity is 0.6 yuan per kilowatt hour, for the factory with an annual output of 5000t of iron, it will spend an additional 600,000 yuan. Therefore, through technological transformation, the potential for saving electricity is huge.
3. Several issues that should be of particular concern in the smelting process
( 1 ) The tendency of molten iron to be too cold Compared with cupola molten iron, under the same chemical composition, the induction furnace has a tendency to overcool, which causes the cast iron graphite to mutate, and even produces free cementite, deteriorates the workability, and exhibits casting defects such as shrinkage and leakage.
Strengthening graphite nucleation is the main countermeasure to overcome the tendency of excessive cold. To this end, we must conscientiously do a good job of gestation: choose a good quality inoculant, increase the amount of gestation, and use it after birth. The use of crystalline graphite recarburizer and SiC in the furnace is also an effective method.
In addition, the overheating temperature should be properly controlled. If the superheat temperature is too high, it will increase the tendency of the molten iron to be too cold. The superheat temperature is determined according to the cast iron material, the weight of the casting, the charge and the recarburizer. The superheat temperature is generally between 1480 and 1540 °C .
( 2 ) ignoring the sulfur content of molten iron The induction furnace has a low sulfur content in the molten iron, which is advantageous for the production of ductile iron. Some first-class enterprises have to further desulfurize the molten iron to control the sulfur content of the original iron liquid to below 0.020 %.
For gray cast iron, low sulfur content is not conducive to the inoculation effect. In this case, a sulfur-increasing agent should be used to increase the sulfur content of the molten iron to 0.07 % to 0.10 %.
( 3 ) Lack of comprehensive understanding of the quality of molten iron Compared with the cupola molten iron, the induction furnace has clean iron, less element burnout and more accurate chemical composition. Therefore, people are prone to paralysis. It is reflected in the actual production that the furnace operation is not taken seriously, the technical and management personnel are not in the next line, the operator is used as a cool force, which causes the furnace to have great fluidity; the accuracy and stability of the chemical composition of the molten iron are not taken seriously, and there is no daily statistical data; Little is known about the H , O , and N in the molten iron , and naturally it is impossible to control it; the number of trace elements in the charge and cast iron is unclear; the slag cleaning work is not complete.
Comprehensive improvement of the quality of molten iron should be addressed both in terms of management and technology. For example, improve relevant rules and regulations; strengthen personnel training; equip with appropriate testing instruments, conscientiously do a good job in collecting and counting statistics of various data; adhere to quality analysis activities; strictly implement realistic rewards and punishments regulations.
In recent years, the application of induction furnaces in China has developed rapidly and has accumulated a lot of valuable experience. The next step is for industry foundry workers to brainstorm ideas, induction furnace manufacturers, casting manufacturers, research institutes to conduct exchanges and cooperation, and jointly promote the application of induction furnaces.
Copyright© 2007-2013 NO.6 Electric Mall All Rights Reserved