
洛阳松导感应加热科技有限公司
联系方式:15038554363
24小时技术热线:15038554363
电 话:0379―60125771
邮 箱:1390003299@qq.com
厂址:河南省洛阳市洛新工业园区
继“步进梁式锻造自动化生产线工艺问题与对策”
(2)钳爪抬送坯料时掉料或放到制坯模上时位置偏移。
钳爪抬送坯料时掉料是指钳爪未能把坯料抬送到制坯模位置时就掉了下来,通过观察,我们发现其主要原因是,由于毛坯在下料时端面斜度太大,使得钳爪在夹紧坯料时前后受力不平衡,严重时直接导致钳爪夹不住坯料而造成掉料,稍好的情况下,则由于坯料被夹斜,放到制坯模上时位置发生偏移,不能放到设计的位置上。我们用锯切坯料代替剪切坯料对此进行了验证。由于锯切下料比剪切下料的效率要低得多,用锯切代替剪切显然是不经济的,为此,我们组织相关技术人员对锯切下料的端面斜度控制进行了专门的攻关。Z终,通过对下料设备和模具的改进,使得我们剪床剪切坯料的端面斜度基本满足了自动线稳定生产的要求。导致坯料放到制坯模上时位置偏移的另外一个原因是制坯模和钳爪的设计,我们开始时的制坯模是平板模,钳爪的前后方向有一定的弹性伸缩量,而其他方向上是刚性的。由于剪切下料时或多或少会使得坯料端部变成椭圆形状,钳爪在抬送坯料放下时必须在距制坯模还有一定的距离时就放下,否则会发生干涉现象,即钳爪还未松开,坯料高点(椭圆长径方向)就与制坯模接触。而这样放下,加之制坯模是平板式,就不可避免地会发生坯料滚动现象,从而影响到下一工步钳爪的正常工作。针对这个问题,我们分别对制坯模和钳爪进行了改进,在制坯模的下模上增加坯料定位槽,钳爪
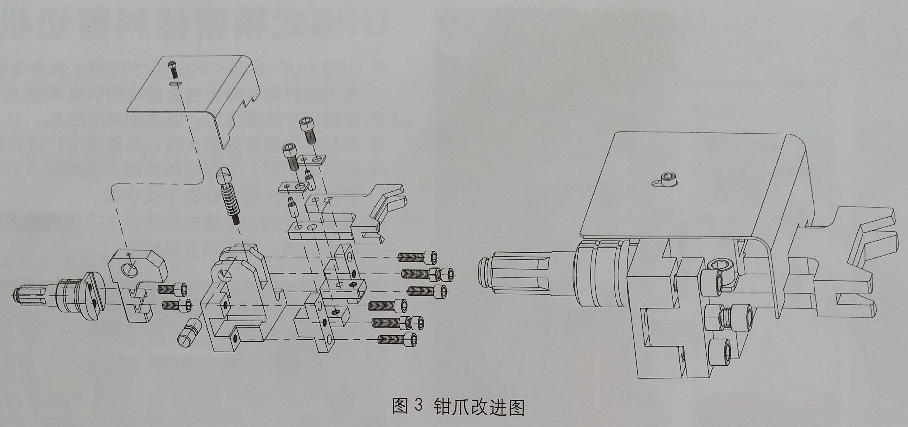
则在原有前后方向可弹性伸缩的基础上增加了向上方向的弹性变化量,其结构如图3所示。该钳爪能够有效地解决钳爪与模具距离太近时的干涉问题,这样就可尽量减小钳爪在抬送坯料松开放下时距制坯模的距离,从而减小坯料滚动的概率,保证其工艺稳定性。
(3)钳爪抬送制坯好坯料时掉料或摆放到预锻模上时偏移。
钳爪抬送制坯好坯料时掉料或摆放到预锻模上时的偏移问题也同样与毛坯在下料时端面斜度太大有关,当由于毛坯端面斜度大而导致其在放到制坯模上的位置发生偏移时,制坯后步进梁钳爪不能抓稳坯料,从而导致掉料或摆放时发生偏移。另外,通过观察,我们发现预锻模的下模形状与制坯坯料的形状不匹配,也是导致坯料在摆放时发生偏移的原因之一。通过对下料坯料端面斜度的控制,我们基本上解决了该工步掉料问题,同时结合预锻模的改进设计,充分考虑与制坯坯料形状的匹配和可靠的定位,从而保证了制坯坯料能够放在理想的位置上而不发生偏移,Z终保证产品充满且四周料边均匀一致。
(5)预锻或终锻时产品粘上模后掉下位置偏移导致钳爪不能抓到产品。该现象发生的概率并不太高,但是,一旦发生就会造成生产线的停顿,严重影响生产效率。我们对此现象进行分析研究后发现,造成该问题的主要因素有模具润滑不够、模具老化以及模具上顶杆故障等。针对这些因素,我们加强了模具的润滑、模具和中频炉锻造设备的维护保养,大大降低了该现象的发生。
(6)模具寿命偏低。
我们刚开始使用步进梁时,同样的模具与手工操作相比,寿命有明显降低,下模表现得更加明显一些。通过现场观察和测量后发现,其工作状态下模具的温度明显高于手工操作的模具。据此,我们采取了两方面措施,一是通过加大对模具的冷却力度来降低模具的使用温度,二是将下模的硬度适当提高1~2HRC。通过这两项措施,我们的模具寿命得到了明显的改善。
结束语
以上所述的工艺问题与改进方案只是针对我们的步进梁结构和产品而言的,而且也肯定不是Z佳的方案,我们在生产过程中仍然存在着这样或那样的问题,我们仍在不断地进行着改进。同时,一个步进梁自动化生产线是一个系统工程,其涉及到的技术问题是多方面的,本文所涉及的工艺问题只是其中的一小部分。步进梁生产线由于其生产效率比较高,必然会被越来越多的国内锻造同行们所接受,本文只是把我们遇到的一些问题与解决思路进行了简单的罗列,以供大家参考,不当之处,敬请批评指正。




















电 话:0379―60125771 手 机:15038554363
网站正在制作中,随时修改,非正式运行。