
洛阳松导感应加热科技有限公司
联系方式:15038554363
24小时技术热线:15038554363
电 话:0379―60125771
邮 箱:1390003299@qq.com
厂址:河南省洛阳市洛新工业园区
步进梁式锻造自动化生产线工艺问题与对策
锻造自动化生产线造作为机械制造业的基础工艺之一,伴随着钢铁、汽车、化工、电力及航空航天等行业的迅速发展,在国民经济和国防安全中的作用越来越重要。但锻造由于其自身的特点,其工作环境相对较差,特别是热锻,在人们的印象中一直是“苦、脏、累”的代名词,愿意从事该行业工作的员工越来越少,从而导致锻造行业劳动力的成本不断上升。为了解决该问题,近几年来,大家都不约而同地把目光集中到用机械手(机器人)代替人来操作设备,即锻造自动化这一途径上。
锻造自动化根据其机械手运行方式一般分为两种,一种是独立传动,与主机无机械联系的机械手(机器人),这种机械手可适合于多种形状锻件生产过程使用;另外一种由主机直接带动或通过伺服机构控制的步进梁式机械手,这种机械手主要用于形状较简单的中小型锻件,其生产效率比较高,是近几年国内企业比较热衷的形式。从备企业的运行情况看,有的比较顺利,但有的运行地不尽如人意,或者说没有达到设计的水平。究其原因,可以说各有不同,因为一条锻造自动化生产线的正常运行毕竟是一个系统工程,任何一个环节出现问题都会直接导致生产线的停止。南京汽车锻造公司在2006年也购买了一条步进梁式锻造自动化生产线,该线在调试的生产过程中,我们也遇到了很多问题,特别是在工艺方面,在这里简要介绍,以供大家参考。步进梁自动线问题概述图1是一般锻件典型的锻造工艺流程图,步进梁的主要作用是完成锻造工序的自动化生产,具体工步是,上料装置将中频加热到锻造温度的坯料送

到步进梁的第一个工步位置,步进梁钳爪将坯料夹紧抬送到制坯工位上,制坯完成后,步进梁钳爪再把坯料夹紧抬送到预锻工位上,接着依次流转,直到将产品移出设备。
根据产品的形状不同,坯料的初次成形方式分为镦粗和压扁两种,两种方式对上料机构和钳爪的要求各不相同。一般来说,镦粗成形产品的工艺稳定性相对更好些,以下是我们在调试生产压扁方式
成形薄板类产品过程中所遇到的主要工艺问题:
(1)上料装置位置移动,导致步进梁第一道钳爪抓不到坯料。
(2)钳爪抬送坯料时掉料或放到制坯模上时位置偏移。
(3)钳爪抬送制坯好坯料时掉料或摆放到预锻模上时偏移。
(4)预锻或终锻时产品粘上模后掉下位置偏移导致钳爪不能抓到产品。
(5)模具寿命偏低。问题分析与改进措施
(1)上料装置位置移动,导致步进梁第一道钳爪抓不到坯料。
我们的上料方式采用的是,从中频出料口经温度分选后直接滑到上料装置内,旋转90 0后落入到抬升钳爪上,再通过抬升钳爪抬升到步进梁第一道钳爪的起始位置,改造后的中频炉出料滑道如图2
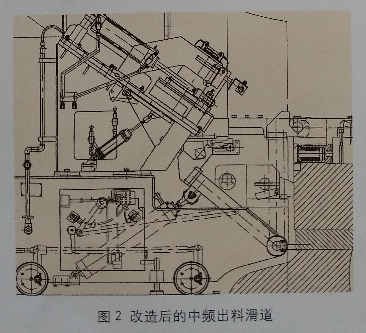
所示。上料装置安装在地面轨道上,通过螺栓连接,松开螺栓后,上料装置可以在轨道上移动,以方便设备的维修。由于坯料每次滑下都对上料装置形成直接的冲击,且冲击力较大,从而导致上料装置的
位置经常由于其固定螺栓的松动而移位。上料装置的移位直接导致坯料不能准确送到步进梁第一道钳爪的初始位置,从而使得钳爪抓不到坯料。
针对此问题,我们对中频透热炉出料滑道进行了改造,使得坯料在进入上料装置前的动能大大降低,从而能够平稳地进入上料装置而不对其形成冲击。改造后,上料装置移动的问题得到了解决,未再发生步进梁第一道钳爪抓不到坯料的情况。(以后再续)




















电 话:0379―60125771 手 机:15038554363
网站正在制作中,随时修改,非正式运行。