
洛阳松导感应加热科技有限公司
联系方式:15038554363
24小时技术热线:15038554363
电 话:0379―60125771
邮 箱:1390003299@qq.com
厂址:河南省洛阳市洛新工业园区
中频电炉对预应力钢丝进行加热温度控制方法
一定的张力条件下钢丝加热到400度左右进行热处理。在成品生产线上通过高效中频电炉对钢丝进行加热,是近几年采用的新工艺。由于在能量的转换过程中存在损耗,而转换的效率与许多因素有关,如钢丝的特性、线圈的几何形状、钢丝穿过加热线圈的速度等,这就需要建立合适的控制模型,采用可靠的方式对温度进行控制。
1、系统控制原理
整个控制系统是由温度、电压和电流3个PID调节器组成的三环系统,控制原理如图I所示。
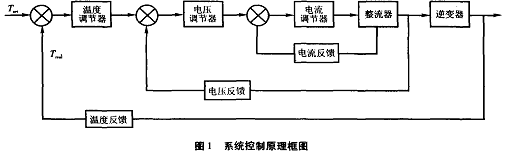
系统根据设定的加热温度、生产的线速度等参数,把加热材料所需的热能换算成电能,根据所需的电功率设定整流电压,然后.由电压电流双闭环系统控制晶闸管完成直流电压的调节。逆变器为自激系统,不可调。这样系统就把电能转变成热能,使钢丝加热到所需的温度。
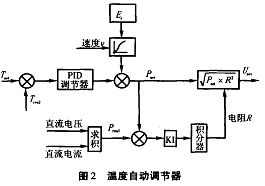
2 、温度的自动调节
温度自动调节器由温度误差PID调节器、功率与速度的匹配、负载的匹配、功率与电压的换算等4部分组成。温度自动调节器如图2所示。
2.1、功率与速度的关系
加热材料所需的热功率与材料穿过线圈的速度成正比例关系,用公式表示:
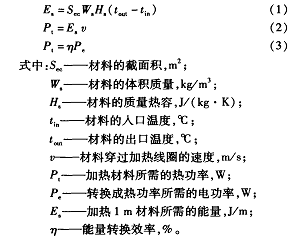
由式(3)可知,电功率与材料的相对速度成比例关系,但是由于转换效率受很多因素影响,因此电功率与速度的关系不是线性的比例关系。钢丝的直径越小,加热时的非线性越明显,偏差的大小取决于
钢丝穿过加热线圈的相对速度。为了保持材料的出口温度为一恒定值,控制系统采用分段线性化以得到接近真实的加热曲线。控制系统对整个加热曲线分4段进行线性化,构建速度、电功率加热折线图。
控制系统采用的加热曲线如图3所示的折线,

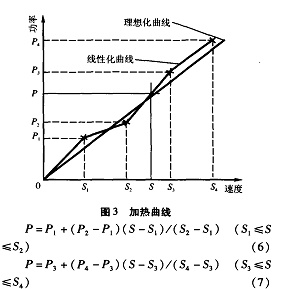
不同规格的钢丝在处理之前,都必须通过调试设置S―P的4对坐标值,设定的值保存在工控机中,而后生产不同规格的产品,只需调用相应的加热曲线即可。中频炉控制系统接受选用的加热参数,控制整个加热过程从交流输入到中频感应输出,电功率必须设定 一个效率因子 来进行匹配。控制系统通过AC/DC整流器的输出电压乘以电流来计算加热时输出的电功率,由于从工频交流输人到直流输出的损耗
很小。
2.2 、负载的自动匹配
由于炉子的工作频率,材料的规格及生产的线 速度不同都会改变中频炉的电气负载特性,控制系 统采用等效电阻R=Uoc/Ioc来反映电气负载。这个负载不能预先计算,而且随时改变。为了得到所需的加热温度,需要一定的电功率P ,控制系统自动检测直流输出的电流和电压,并计算实际的输出 功率P。系统刚开始启动时,根据设定的初始电阻来计算设定的电压值。如果P0≥P 时,说明实际的电阻值比预设值大,于是增大预设的负载电阻值,同时加大电压的设定值,使输出的功率适当增加,直到P0=P。这样系统时刻控制直流输出电压,保持电功率等于需求值,使系统可以自动跟随电气负载的变化而变化,始终使加热温度满足工艺要求。
2.3、中频电炉对预应力钢丝进行加热的PID调节
中频电炉的基本目的就是把需要处理的材料加热到所需的温度,为了得到可靠的高精度的处理结果,必须在整个生产过程中都保持材料的出口温度在允许的偏差范围内。
中频电炉可以在不使用温度自动调节系统的情况下进行生产,控制系统根据所需的加热温度计算出所需的电功率,然后在整个生产过程中都保持恒功率输出。系统可以维持Z基本的加热需求,但是不能根据变化的情况自动调整功率的大小,若设定参 数不准确、材料特性的变化、人口温度的改变等都会使Z终的出口温度受到影响。为了满足温控精度的要求,必须使用温度自动调节系统。被加热材料的实际温度是通过红外线高温计检测的,实际温度与设定温度的偏差送给温度PID调节器,所需的电功率根据偏差的变化相应地增加或减少。温度自动调节系统的精度依赖于温度检测装置的精度,为了得到较高精度并避免系统振荡,系统仅仅对微弱的温度偏差信号进行校正。一般在设定的出口温度的5%以下,如果实际的温度偏差信号大于这个值,温度自动调节器将被禁止。
2.4、温度控制注意事项
在材料人口温度、材料特性、生产线速度等因素 一定的情况下,材料的出口温度的高低取决于控制系统输出功率的大小,功率越大,温度越高,反之亦然,功率决定温度。在实际生产中,各种因素的干扰使得红外线高温计测不准,如被加热材料放射系数的改变、环境光线的影响、加热时产生的烟雾、钢丝的抖动使探头没有对准钢丝中心等。测不准会造成控制系统来回振荡,可以适当延长高温计的采样时间以避免这个问题。材料人口温度的改变会严重影响材料加热后的出口温度,由于拉丝机生产的半成品钢丝的温度直接受冷却条件的影响,冷却效果越差,钢丝残留的热量越多,使得进入中频炉钢丝的人口温度越高,因此人口温度直接受冷却条件的影响。一般而言,半成 品钢丝的温度要比气温高些,因此随着存放时间的变化,内外层钢丝的温度会不一样,这样就必须在生产中根据实际情况,适时恰当地修改材料的入口温度。
3、使用效果
在实际使用中,出口温度为380℃,温度控制系统可以在±5℃范围内进行精确的调节,出口温度始终保持380℃左右,误差小于5℃,可以满足工艺要求。处理后表面缺陷造成的应力集中和内部缺陷产生的应力集中不同,可以释放出来,不会作用于钢棒基体,因此不会导致钢棒滞后断裂。
4、结论
(1)适当增加Mn、Si含量,降低c含量可改善30MnSi钢棒综合性能。
(2)30MnSi轧制时采取延迟冷却,冷却速度控制在1―3℃/s较好,钢丝和轧制温度适当降低利于得到强度较小、塑性较好的等轴铁素体晶粒。
(3)回火温度升高钢棒强度明显下降,延伸率变化不大。以6度/min速度生产钢棒,淬火温度930℃、回火温度460℃,钢棒组织、性能较好。
(4)结疤会降低钢棒强度,但不会引起滞后断裂,消除滞后断裂主要是设法消除第二类回火脆性。




















电 话:0379―60125771 手 机:15038554363
网站正在制作中,随时修改,非正式运行。