
�����ɵ���Ӧ���ȿƼ�����˾
��ϵ��ʽ��15038554363
24Сʱ�������ߣ�15038554363
�� ����0379��60125771
�� ��:1390003299@qq.com
��ַ������ʡ���������¹�ҵ��
2015Z������Ƶ��¯����������˵��
�ڿ�ʼ������Ƶ��¯֮ǰ�������ȱ����˽���Ƶ��¯������ʱ����Ӧ��ָʾ������ֵ����������֮��Ĺ�ϵ��
��Ƶ��¯��ֱ����ѹZ�ߵ�500V��ֱ������Z��320A����Ƶ����500A������Ƶ������ֱ�������Ĺ�ϵ��1.3��1.5���Ĺ�ϵ���������Z��ԼΪ480A����������Ƶ��¯���������ϵ������ȷ����һ�����Ǿ�Ҫ���ֵ�����Ƶ��¯��
1.  ���Ƚ���Ƶ��¯ˮ·����Դ���Ժá���֤0.2MPa��ˮѹ���������Ƶ��¯��������Ƶ����ѹ������������ˮ���֡������������Ƶĵ�Դ��������Ƶ��¯�������Դ����K1�ײ����������߶˼����߶ˡ�����Ƶ��¯��������Ҫ��Ҫ��˳����ABC��BCA��CAB���ɣ��������ⷽ�����ټ��жϷ����DZ���Ƶ��¯���䶥�����������Դ����ȴ�������ȷ�ķ��������´��磬�����ͨ��Դ������������´���Ϊ��Ƶ��¯�����������ԴΪ˳����ͨ��˫��ʾ��������Դ���Σ��۲�����̽ͷ���Ե���ʾ�IJ���ǰ��λ���ж��Ƿ�˳�������г��Ϲ���ר�õ���������������Ȼ����Ƶ��¯�����ʹ���ѹ������120ƽ��˫�ߵ������Ӻã��������������û��Ա���������������ȹ�������ĸ�Ӧ������������ѹ���μ��ˣ���һֻ�ʺ��ڸ�Ӧ����С��ˮ����Ϊ�ٸ����Է������ǵ�����Ƶ��¯�����ֲ�����
���Ƚ���Ƶ��¯ˮ·����Դ���Ժá���֤0.2MPa��ˮѹ���������Ƶ��¯��������Ƶ����ѹ������������ˮ���֡������������Ƶĵ�Դ��������Ƶ��¯�������Դ����K1�ײ����������߶˼����߶ˡ�����Ƶ��¯��������Ҫ��Ҫ��˳����ABC��BCA��CAB���ɣ��������ⷽ�����ټ��жϷ����DZ���Ƶ��¯���䶥�����������Դ����ȴ�������ȷ�ķ��������´��磬�����ͨ��Դ������������´���Ϊ��Ƶ��¯�����������ԴΪ˳����ͨ��˫��ʾ��������Դ���Σ��۲�����̽ͷ���Ե���ʾ�IJ���ǰ��λ���ж��Ƿ�˳�������г��Ϲ���ר�õ���������������Ȼ����Ƶ��¯�����ʹ���ѹ������120ƽ��˫�ߵ������Ӻã��������������û��Ա���������������ȹ�������ĸ�Ӧ������������ѹ���μ��ˣ���һֻ�ʺ��ڸ�Ӧ����С��ˮ����Ϊ�ٸ����Է������ǵ�����Ƶ��¯�����ֲ�����
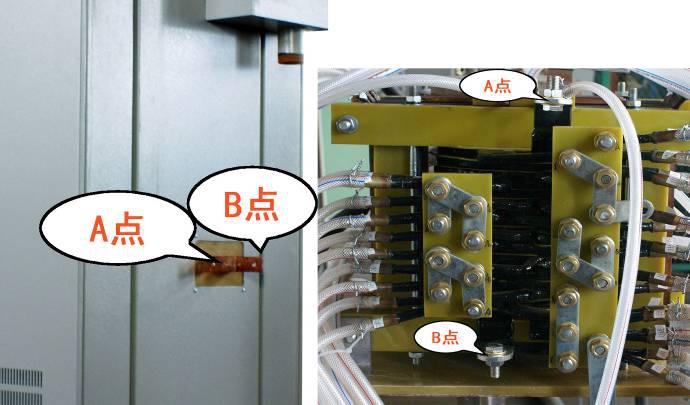
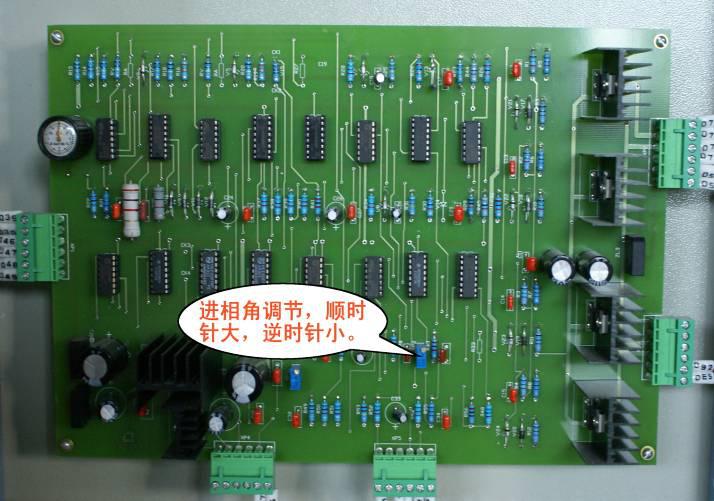
2.  ��ZL�������ϵ�J4�̵������¡�XP9��ͷ���£��������Ϻ�ɫ����1��2���϶�λ�á�3��4���¶�λ�á�����K2���أ������������ѹ�Ƿ�����������˫��ʾ��������̽ͷ1����XP8��ͷ��52��53��54��OE4������ͷ��52������ͷ��OE4����A��ͬ���������Դ����ƣ���̽ͷ2�����������������+A����ˣ�����ͷ����OG1������ͷ����OH1����6ֻ������Ƶ��¯����װ���Ϸ��������������Ϸ�1��3��5���·�2��4��6���ֱ����+A��+B��+C��-A��-B��-C������̽ͷ1��ʾ�����Ҳ����������ߵ�����ʾ������Ļ����������ޣ����������ܿ���������6����ÿ�����30�ȣ���180�ȣ�����ʱ̽ͷ2��ʾ�IJ���Ϊ����˫���壨˫����ǰ�ؼ������ӦΪ60�ȼ�2С��������ǰ��λ��Ӧ��̽ͷ1��ʾ�����Ҳ����ε��������ܵĽ��㣨������λ�ã�������Ӧ����RP7������������ťAN1��˳ʱ����ת���ʵ�����ťW1���۲�̽ͷ2����Ӧ��180����30��֮��ƽ���ƶ��������������1��������5��β�˽�����������Ӧ����RP5��RP6��λ��������λ�ã�RP5�ǵ����Ƿ���30��λ�õĵ�λ����RP6�ǵ����Ƿ���180��λ�õĵ�λ������
��ZL�������ϵ�J4�̵������¡�XP9��ͷ���£��������Ϻ�ɫ����1��2���϶�λ�á�3��4���¶�λ�á�����K2���أ������������ѹ�Ƿ�����������˫��ʾ��������̽ͷ1����XP8��ͷ��52��53��54��OE4������ͷ��52������ͷ��OE4����A��ͬ���������Դ����ƣ���̽ͷ2�����������������+A����ˣ�����ͷ����OG1������ͷ����OH1����6ֻ������Ƶ��¯����װ���Ϸ��������������Ϸ�1��3��5���·�2��4��6���ֱ����+A��+B��+C��-A��-B��-C������̽ͷ1��ʾ�����Ҳ����������ߵ�����ʾ������Ļ����������ޣ����������ܿ���������6����ÿ�����30�ȣ���180�ȣ�����ʱ̽ͷ2��ʾ�IJ���Ϊ����˫���壨˫����ǰ�ؼ������ӦΪ60�ȼ�2С��������ǰ��λ��Ӧ��̽ͷ1��ʾ�����Ҳ����ε��������ܵĽ��㣨������λ�ã�������Ӧ����RP7������������ťAN1��˳ʱ����ת���ʵ�����ťW1���۲�̽ͷ2����Ӧ��180����30��֮��ƽ���ƶ��������������1��������5��β�˽�����������Ӧ����RP5��RP6��λ��������λ�ã�RP5�ǵ����Ƿ���30��λ�õĵ�λ����RP6�ǵ����Ƿ���180��λ�õĵ�λ������
3. 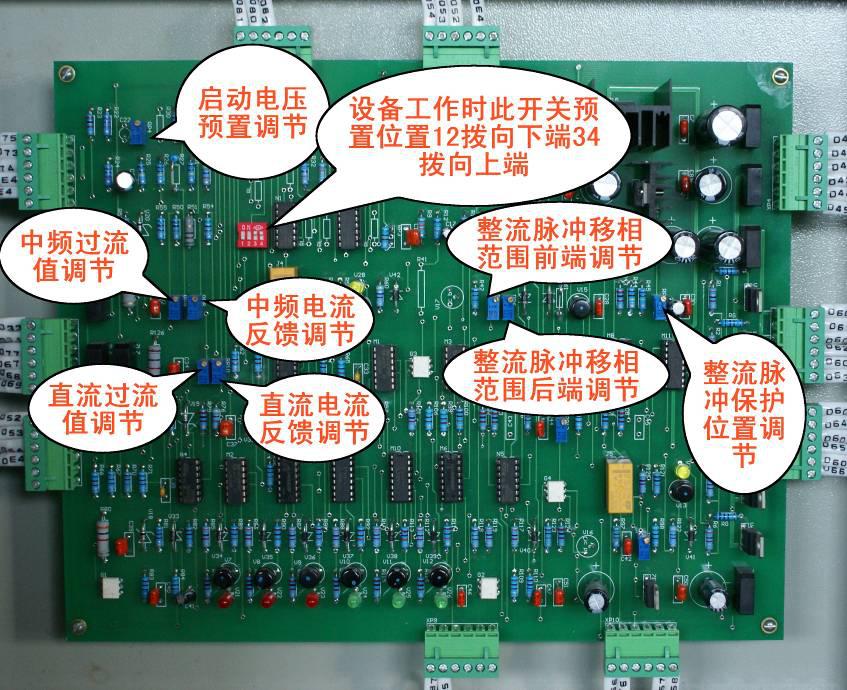 �����ϲ�����Ժú����ʵ��ڵ�λ����ʱ��������0λ������RP12��λ��ʹ̽ͷ2��ʾ�IJ���λ��ǰ����102��λ�ã�ʾ����ÿ�����30�ȡ�ÿ���ַ�Ϊ5С��������һ����Ϊ��ʹ��Ƶ��¯��һ������ʱ��Ԥ�õ�ѹ����Լ100V���ҡ�
�����ϲ�����Ժú����ʵ��ڵ�λ����ʱ��������0λ������RP12��λ��ʹ̽ͷ2��ʾ�IJ���λ��ǰ����102��λ�ã�ʾ����ÿ�����30�ȡ�ÿ���ַ�Ϊ5С��������һ����Ϊ��ʹ��Ƶ��¯��һ������ʱ��Ԥ�õ�ѹ����Լ100V���ҡ�
4. Ȼ��̽ͷ����������岨������������ˣ���̽ͷ1����ͷ����OG7������ͷ����OH7��̽ͷ2����ͷ����OG8������ͷ����OH8�����۲�̽ͷ1��2��ʾ�IJ����Ƿ����180�ȣ���ȷ�IJ�����״��������ĸL�ͣ������鲨�β����غ�Ϊ��ȷ����ͬ������������鲨�Ρ�
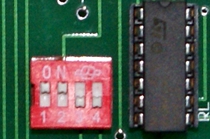
5.  �������С�źŵ��Բ�������ǾͿ��Կ�ʼ��ʽ������Ƶ��¯��������Ƶ��¯�����ˡ������ж���Ƶ��¯���е�Դ��J4�̵��������ԭ��λ�ã�����XP9��ͷ�������Ϻ�ɫ����1��2�����·�λ�ã�3��4�����Ϸ�λ�á���ͨ��Դ�����κ���K2��K1���ز���Ƶ�ʱ����ش�����������ť��ʱ�۲�����Ϸ�4�����Ӧ����ָʾͬʱ������߿�����������ƵХ������������Ϊ��·����ѹ��ƥ�䲻��������·Ƶ��ƫ��̫����������Ƶ��¯�趨������Ƶ��ֵ����Ƶ��¯������Ƶ���趨��6KHz�����Թ�����6-8KHz��Χ�ڡ�������ε�������ѹ����������ں��潫��ϸ��һ��˵�����ڴ˾��ݲ���˵�ˡ�����ʱ֤����Ƶ�����ɹ���
�������С�źŵ��Բ�������ǾͿ��Կ�ʼ��ʽ������Ƶ��¯��������Ƶ��¯�����ˡ������ж���Ƶ��¯���е�Դ��J4�̵��������ԭ��λ�ã�����XP9��ͷ�������Ϻ�ɫ����1��2�����·�λ�ã�3��4�����Ϸ�λ�á���ͨ��Դ�����κ���K2��K1���ز���Ƶ�ʱ����ش�����������ť��ʱ�۲�����Ϸ�4�����Ӧ����ָʾͬʱ������߿�����������ƵХ������������Ϊ��·����ѹ��ƥ�䲻��������·Ƶ��ƫ��̫����������Ƶ��¯�趨������Ƶ��ֵ����Ƶ��¯������Ƶ���趨��6KHz�����Թ�����6-8KHz��Χ�ڡ�������ε�������ѹ����������ں��潫��ϸ��һ��˵�����ڴ˾��ݲ���˵�ˡ�����ʱ֤����Ƶ�����ɹ���
6.  ������ת���ʵ��ڵ�λ����ʹֱ֮����ѹֵ��200Vλ�ã��۲�ֱ����������ֵ��ԼӦΪ130A���ң���ֵ��ȷ���Ǹ��ݱ���Ƶ��¯������160KW�����ʵļ��㹫ʽ�ǣ�ֱ����ѹ��ֱ������=��Ƶ��¯�ܹ��ʣ�ֱ����ѹ�Ѿ�ȷ��Z��Ϊ500V������Ҳȷ����Ϊ160KW����ô���ǾͿ��Ի����Z��ֱ������Ϊ320A�������ڵ�����ֱ����ѹΪ200V�����ܵ�ѹ��2/5���ʴ�ʱ��ֱ������ֵҲӦΪ320A��2/5����128A�������ƫ��̫����Ҫ��������·ƥ�����C����������������ֵ��������ĵ��������ǣ�ֱ������С�����ӵ��ݣ�ֱ�����������С���ݡ�����ÿ�����������һ�����ĵ���ֵ�����һ�����ĵ���ֵ������������������ر仯������һ��������Dz���Ҫ�����ģ���Ϊ��Ƶ��¯�ڳ���ǰ�dz�ֿ��ǵ��˸������أ��ѽ������Ϊ�൱��ĸ�����Ӧ��Χ�ڵġ���
������ת���ʵ��ڵ�λ����ʹֱ֮����ѹֵ��200Vλ�ã��۲�ֱ����������ֵ��ԼӦΪ130A���ң���ֵ��ȷ���Ǹ��ݱ���Ƶ��¯������160KW�����ʵļ��㹫ʽ�ǣ�ֱ����ѹ��ֱ������=��Ƶ��¯�ܹ��ʣ�ֱ����ѹ�Ѿ�ȷ��Z��Ϊ500V������Ҳȷ����Ϊ160KW����ô���ǾͿ��Ի����Z��ֱ������Ϊ320A�������ڵ�����ֱ����ѹΪ200V�����ܵ�ѹ��2/5���ʴ�ʱ��ֱ������ֵҲӦΪ320A��2/5����128A�������ƫ��̫����Ҫ��������·ƥ�����C����������������ֵ��������ĵ��������ǣ�ֱ������С�����ӵ��ݣ�ֱ�����������С���ݡ�����ÿ�����������һ�����ĵ���ֵ�����һ�����ĵ���ֵ������������������ر仯������һ��������Dz���Ҫ�����ģ���Ϊ��Ƶ��¯�ڳ���ǰ�dz�ֿ��ǵ��˸������أ��ѽ������Ϊ�൱��ĸ�����Ӧ��Χ�ڵġ���
7.  ��һ���ǹ۲�ֱ������������Ƶ�������������������¼�¼��ֱ������ֵ����Ƶ����ֵ��Ȼ�����DZȶ�������ֵ���Ƿ�Ϊ1�U1.5����Ϊ�����ڿ�ʼʱ�˽���ⷽ��Ĺ�ϵ�������ǵĹ�ϵ��1�U1.3��1�U1.5֮��Ĺ�ϵ����������ѡ��1�U1.5����Ϊ���ʱ����Z��״̬���������֮�����ֵ��ƫ��̫��������Ҫ��������ǵ�λ��ʹ���ʺ����ǹ涨�ķ�Χ�ڣ��������ϵ�RP2��λ����˳ʱ����תΪ����ƫ����ʱ��תΪ����ƫС������Ƶ��¯����ǰ���ѵ����ã�����Ƶ��¯��������ʱ��������ع�������Ӧ���仯���������ʱ�����ϲ���Ҫ������ֵ��
��һ���ǹ۲�ֱ������������Ƶ�������������������¼�¼��ֱ������ֵ����Ƶ����ֵ��Ȼ�����DZȶ�������ֵ���Ƿ�Ϊ1�U1.5����Ϊ�����ڿ�ʼʱ�˽���ⷽ��Ĺ�ϵ�������ǵĹ�ϵ��1�U1.3��1�U1.5֮��Ĺ�ϵ����������ѡ��1�U1.5����Ϊ���ʱ����Z��״̬���������֮�����ֵ��ƫ��̫��������Ҫ��������ǵ�λ��ʹ���ʺ����ǹ涨�ķ�Χ�ڣ��������ϵ�RP2��λ����˳ʱ����תΪ����ƫ����ʱ��תΪ����ƫС������Ƶ��¯����ǰ���ѵ����ã�����Ƶ��¯��������ʱ��������ع�������Ӧ���仯���������ʱ�����ϲ���Ҫ������ֵ��
8. ���ϲ�����ɺ����ǻ���Ҫ�趨��Ƶ��¯�ı���ֵ����ֱ��������ֱ����������Ƶ��������Ƶ���������������ʵ�λ��W1��ת��Z�����ε���ֱ������ֵ350A��ֱ������ֵ330A����Ƶ����ֵ500A����Ƶ��������ֵ490A����Ƶ��¯����ʱ���籣��ֵ���ѵ����ã��û�����������²��õ����������������²����������ɫ�ķ����������������������ʾ�Ĺ���ָʾ����Ƶ����������ֱ������������ȱ�ౣ��������������ɫ�ķ���������ڱ���Ƶ��¯�в������á����Ϻ�J4�̵������ڵĻ�ɫ�����������ʾ���ǹ���״̬����J5�̵������ڵĻ�ɫ�����������ʾ���Ǹ��ֱ�����������ʱ���˷�������ܶ�����������ʱΪʧѹ������ʾ��
9. ���ϲ���ȫ����ɺ����ǽ�������Ƶ��¯�������������ɹ��ʡ���������ǣ��ٺ���K2��K1���أ�����������ť������ת���ʵ��ڵ�λ����Z��ֱ����ѹ500V����������ֹͣ��ť���ڰ���������ť����ʱ��Ƶ��¯Ӧ����������������ʾֵ��ӦΪZ��ֵ�����ܷ������ֱ�������������������Ӧ�����ı���ֵ�趨��ƫ���Ҫ���ص���7�����µ�����




















�� ����0379��60125771 �� ����15038554363
��վ���������У���ʱ�ģ�����ʽ���С�